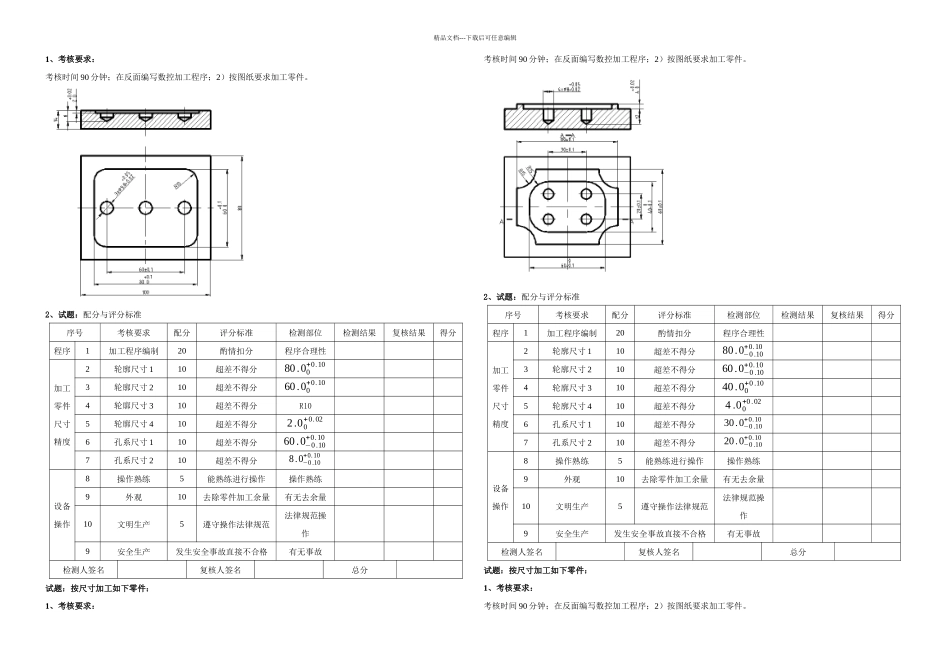
精品文档---下载后可任意编辑1、考核要求:考核时间 90 分钟;在反面编写数控加工程序;2)按图纸要求加工零件
2、试题:配分与评分标准序号考核要求配分评分标准检测部位检测结果复核结果得分程序1加工程序编制20酌情扣分程序合理性加工零件尺寸精度2轮廓尺寸 110超差不得分80
103轮廓尺寸 210超差不得分60
104轮廓尺寸 310超差不得分R105轮廓尺寸 410超差不得分2
026孔系尺寸 110超差不得分60
107孔系尺寸 210超差不得分8
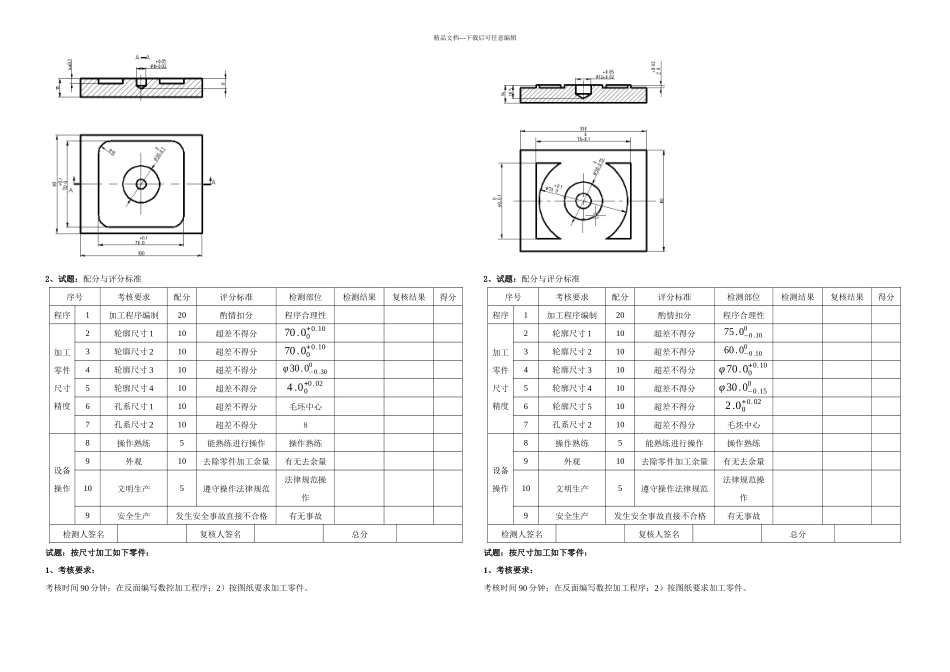
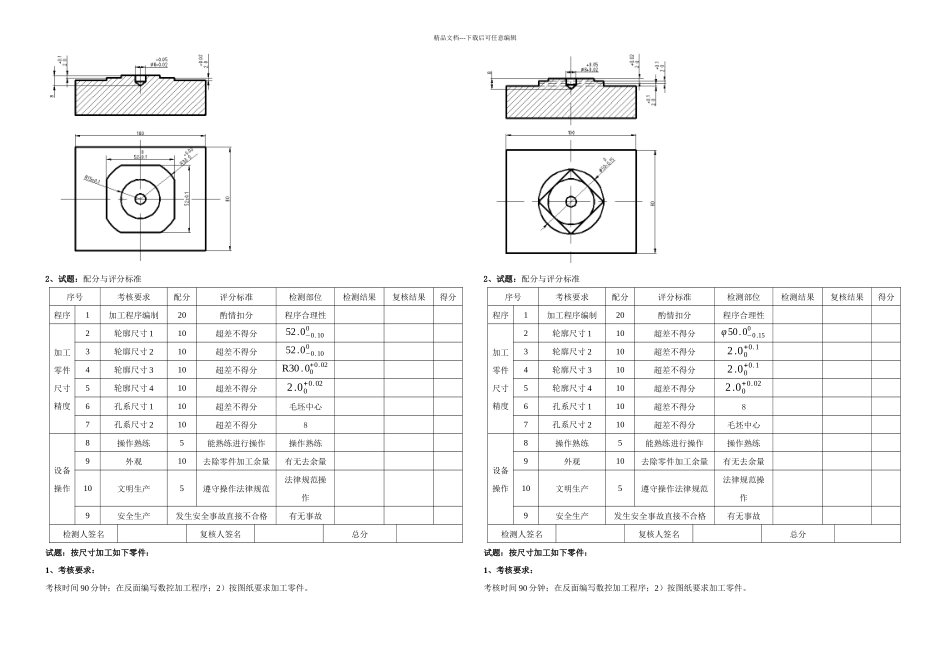
10设备操作8操作熟练5能熟练进行操作操作熟练9外观10去除零件加工余量有无去余量10文明生产5遵守操作法律规范法律规范操作9安全生产发生安全事故直接不合格有无事故检测人签名复核人签名总分试题:按尺寸加工如下零件:1、考核要求:考核时间 90 分钟;在反面编写数控加工程序;2)按图纸要求加工零件
2、试题:配分与评分标准序号考核要求配分评分标准检测部位检测结果复核结果得分程序1加工程序编制20酌情扣分程序合理性加工零件尺寸精度2轮廓尺寸 110超差不得分80
103轮廓尺寸 210超差不得分60
104轮廓尺寸 310超差不得分40
105轮廓尺寸 410超差不得分4
026孔系尺寸 110超差不得分30
107孔系尺寸 210超差不得分20
10设备操作8操作熟练5能熟练进行操作操作熟练9外观10去除零件加工余量有无去余量10文明生产5遵守操作法律规范法律规范操作9安全生产发生安全事故直接不合格有无事故检测人签名复核人签名总分试题:按尺寸加工如下零件:1、考核要求:考核时间 90 分钟;在反面编写数控加工程序;2)按图纸要求加工零件
精品文档---