11 闸门及启闭机安装11.1 闸门及液压设备制造根据招标文件技术要求,选定中国知名厂家工厂内制造,运输到工地现场安装
2 闸门、启闭机工地存放场根据安装工期闸门、启闭机分批到货,到货后主要存放在施工总平面布置的金属结构存放场内
存放场地面积约 4000^2
存放场布置有一辆 25t 汽车起重机,用于构件的起吊工作
另外配置一台 30t平板拖车,用于闸门、启闭机等大件的运输
11.3 现场安装场地布置闸门、启闭机安装时需在闸门井附近布置设备拼装场,将分节的闸门在此立式组装,利用起重机吊装施工
施工道路利用永久或混凝土运输道路
4 机械设备布置⑴ 溢洪道弧形闸门分 3 节工地组装最大单件重量不超过 101
启闭机每台不超过 20t,专门在闸墩顶部安装一台 30t、跨度为 16m 的龙门起重机见溢洪道弧门安装方法示意图()
门式启闭机安装用 25t 汽车起重机吊装
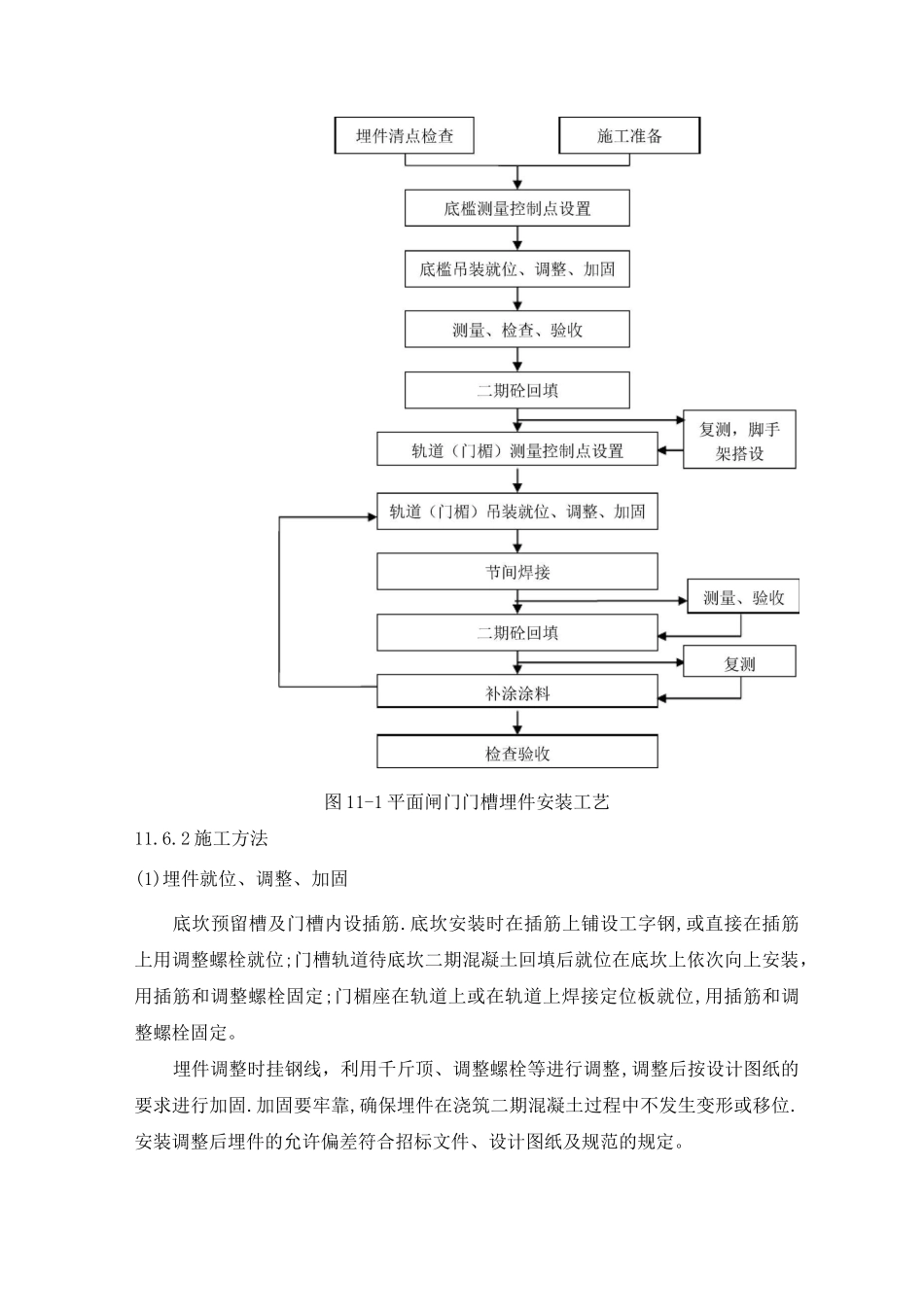
⑵ 进水口和冲砂闸平板闸门及启闭机利用砼浇筑用建筑塔机起吊拼装施工11.6 平面闸门埋件安装11.6.1 埋件安装装配工艺埋件安装工艺见下图 11—1
图 11-1 平面闸门门槽埋件安装工艺11
2 施工方法(1)埋件就位、调整、加固底坎预留槽及门槽内设插筋
底坎安装时在插筋上铺设工字钢,或直接在插筋上用调整螺栓就位;门槽轨道待底坎二期混凝土回填后就位在底坎上依次向上安装,用插筋和调整螺栓固定;门楣座在轨道上或在轨道上焊接定位板就位,用插筋和调整螺栓固定
埋件调整时挂钢线,利用千斤顶、调整螺栓等进行调整,调整后按设计图纸的要求进行加固
加固要牢靠,确保埋件在浇筑二期混凝土过程中不发生变形或移位
安装调整后埋件的允许偏差符合招标文件、设计图纸及规范的规定
2)埋件焊接埋件焊接前制定焊接工艺(经监理人批准),焊接时严格按工艺执行,选用与母材匹配的焊材,焊后按规定进行外观检查及探伤检查
所有焊缝在二期混凝土