精品文档---下载后可任意编辑名翔恿線股份有限公司檢驗與測試狀況管制程序書文件編號MS-P2-1201制訂日期:89 年11 月 1 日修訂日期: 年 月 日版次:版 頁 次 第 1 頁共 3頁一、目的為清楚辨識產品是否經過檢驗與測試,以及在製程各階段中能詳細區分合格品與不合格品
二、範圍進料檢驗、製程中、成品入庫與客戶退貨…等各階段之檢驗與測試結果識別
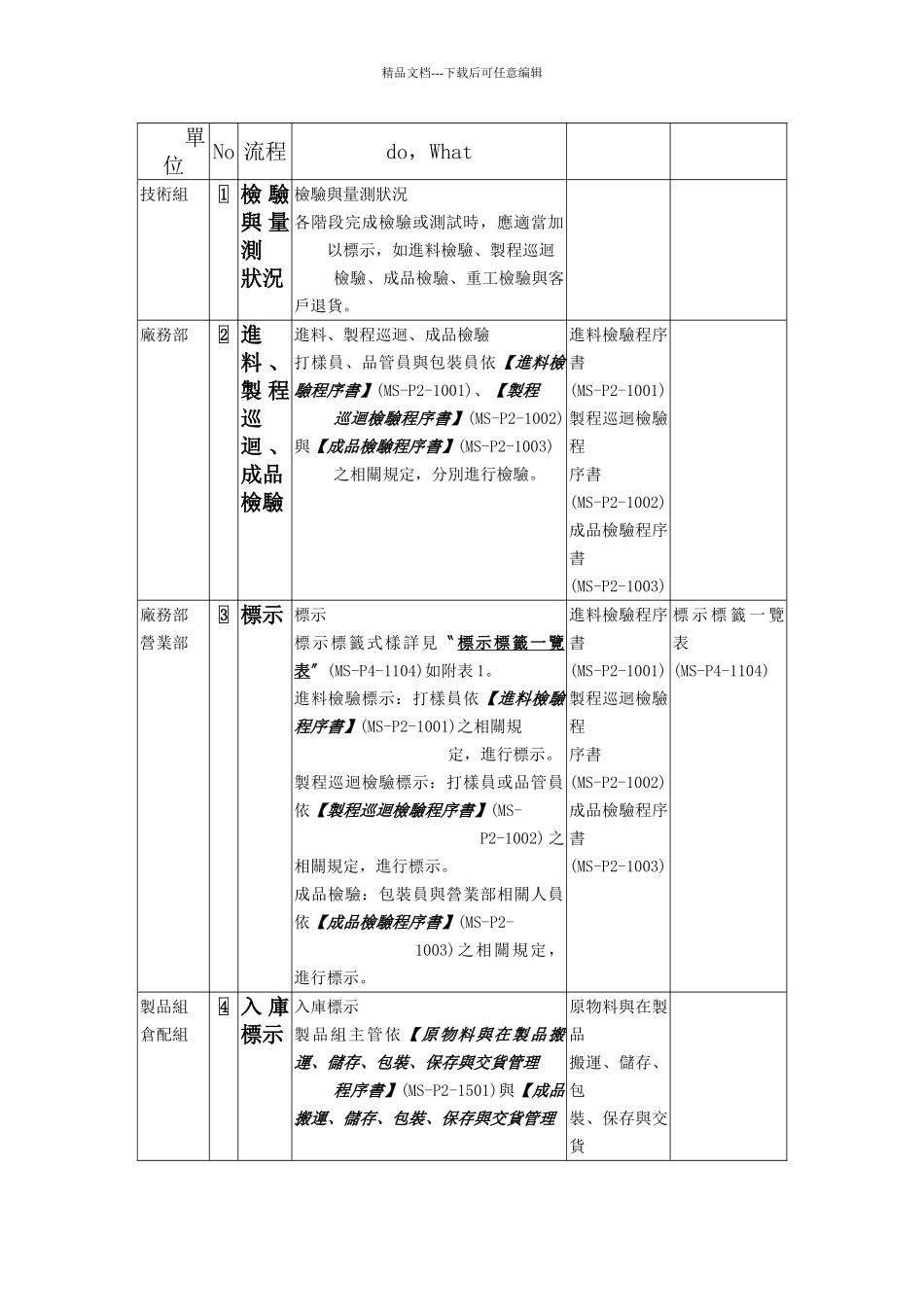
三、定義無流程圖名翔恿線股份有限公司檢驗與測試狀況管制程序書文件編號MS-P2-1201制訂日期:89 年 11月 1 日修訂日期: 年 月 日版次:版 頁 次 第 2 頁共 3頁四、權責五、作業流程六、作業內容Who,When,Where,How to 七、參考文件八、應用表單檢驗與量測狀況需求標示退貨標示進料、製程巡迴、成品檢驗入庫標示精品文档---下载后可任意编辑單位do,WhatNo 流程技術組1 檢 驗與 量測狀況檢驗與量測狀況各階段完成檢驗或測試時,應適當加以標示,如進料檢驗、製程巡迴檢驗、成品檢驗、重工檢驗與客戶退貨
廠務部2 進料 、製 程巡迴 、成品檢驗進料、製程巡迴、成品檢驗打樣員、品管員與包裝員依【進料檢驗程序書】(MS-P2-1001)、【製程巡迴檢驗程序書】(MS-P2-1002)與【成品檢驗程序書】(MS-P2-1003)之相關規定,分別進行檢驗
進料檢驗程序書(MS-P2-1001)製程巡迴檢驗程序書(MS-P2-1002)成品檢驗程序書(MS-P2-1003)廠務部營業部3 標示 標示標示標籤式樣詳見〝標示標籤一覽表〞(MS-P4-1104)如附表 1
進料檢驗標示:打樣員依【進料檢驗程序書】(MS-P2-1001)之相關規定,進行標示
製程巡迴檢驗標示:打樣員或品管員依【製程巡迴檢驗程序書】(MS-P2-1002) 之相關規定,進行標示
成品檢驗:包裝員與營業部相關人員依【成品檢驗程序書】