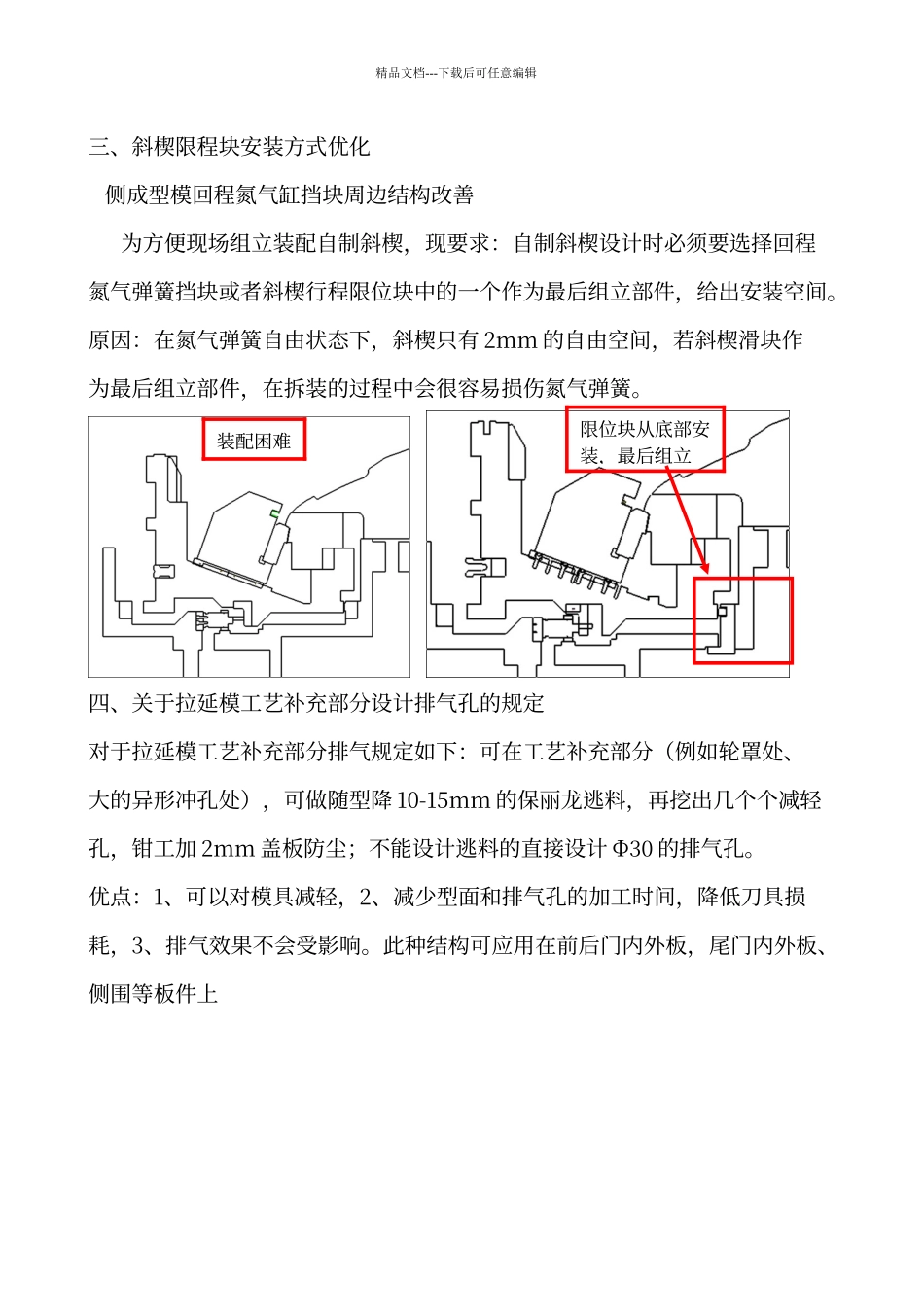
精品文档---下载后可任意编辑三、斜楔限程块安装方式优化 侧成型模回程氮气缸挡块周边结构改善 为方便现场组立装配自制斜楔,现要求:自制斜楔设计时必须要选择回程氮气弹簧挡块或者斜楔行程限位块中的一个作为最后组立部件,给出安装空间
原因:在氮气弹簧自由状态下,斜楔只有 2mm 的自由空间,若斜楔滑块作为最后组立部件,在拆装的过程中会很容易损伤氮气弹簧
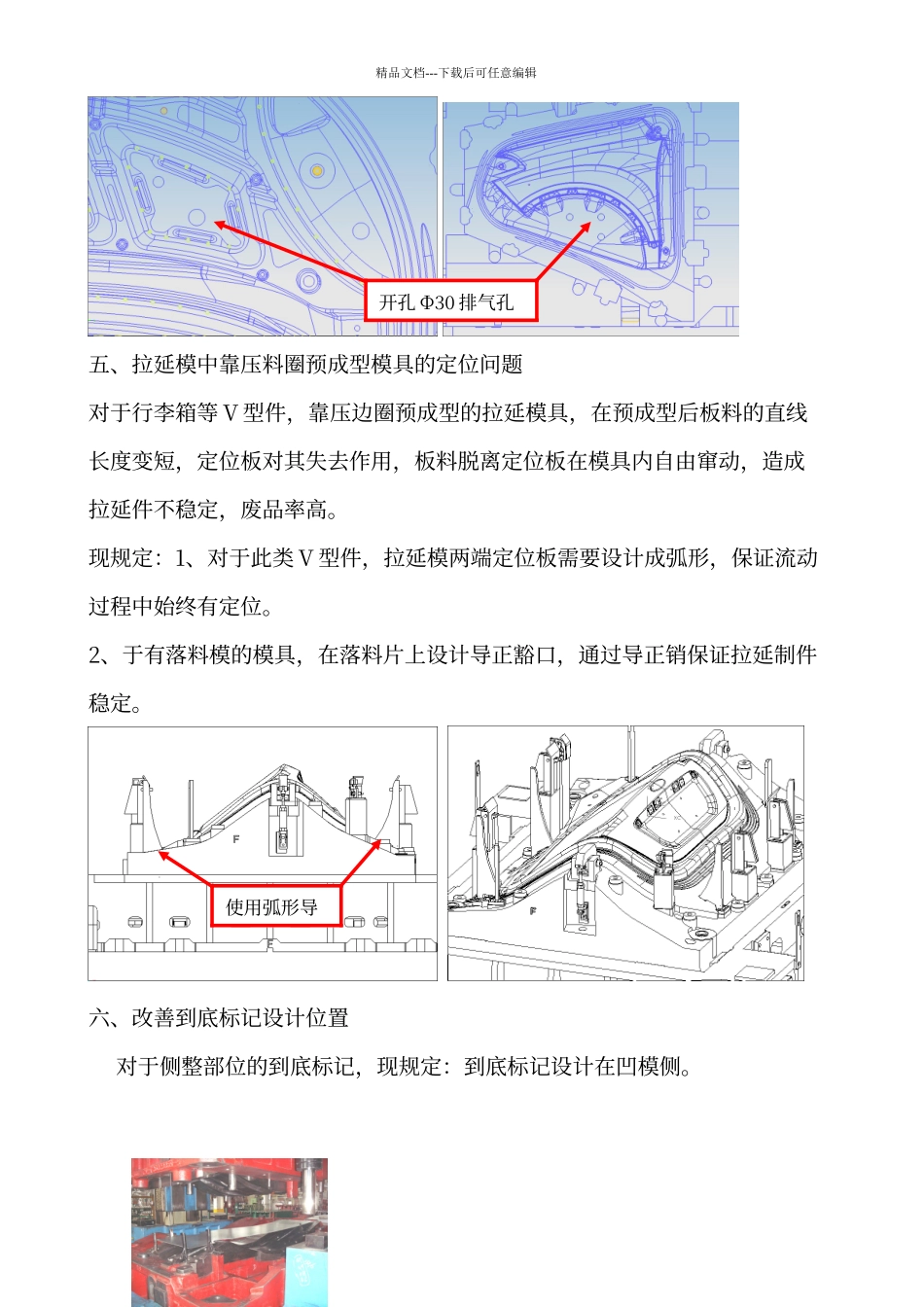
四、关于拉延模工艺补充部分设计排气孔的规定对于拉延模工艺补充部分排气规定如下:可在工艺补充部分(例如轮罩处、大的异形冲孔处),可做随型降 10-15mm 的保丽龙逃料,再挖出几个个减轻孔,钳工加 2mm 盖板防尘;不能设计逃料的直接设计 Φ30 的排气孔
优点:1、可以对模具减轻,2、减少型面和排气孔的加工时间,降低刀具损耗,3、排气效果不会受影响
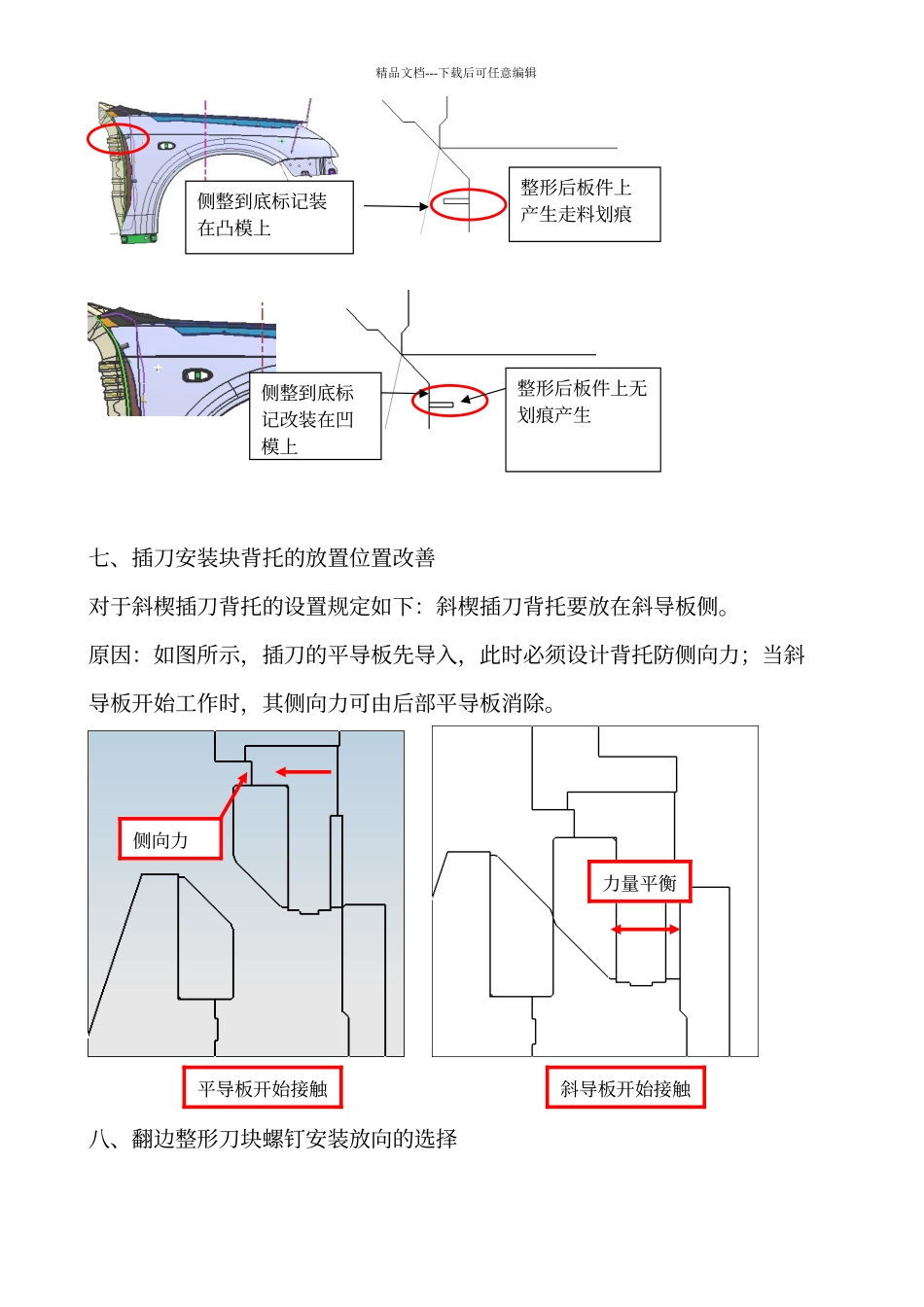
此种结构可应用在前后门内外板,尾门内外板、侧围等板件上装配困难限位块从底部安装,最后组立精品文档---下载后可任意编辑 五、拉延模中靠压料圈预成型模具的定位问题 对于行李箱等 V 型件,靠压边圈预成型的拉延模具,在预成型后板料的直线长度变短,定位板对其失去作用,板料脱离定位板在模具内自由窜动,造成拉延件不稳定,废品率高
现规定:1、对于此类 V 型件,拉延模两端定位板需要设计成弧形,保证流动过程中始终有定位
2、于有落料模的模具,在落料片上设计导正豁口,通过导正销保证拉延制件稳定
六、改善到底标记设计位置 对于侧整部位的到底标记,现规定:到底标记设计在凹模侧
使用弧形导开孔 Φ30 排气孔精品文档---下载后可任意编辑七、插刀安装块背托的放置位置改善 对于斜楔插刀背托的设置规定如下:斜楔插刀背托要放在斜导板侧
原因:如图所示,插刀的平导板先导入,此时必须设计背托防侧向力;当斜导板开始工作时,其侧向力可由后部平导板消除
八、翻边整形刀块螺钉安装放向的选择侧整到底标记装在凸模上整形后