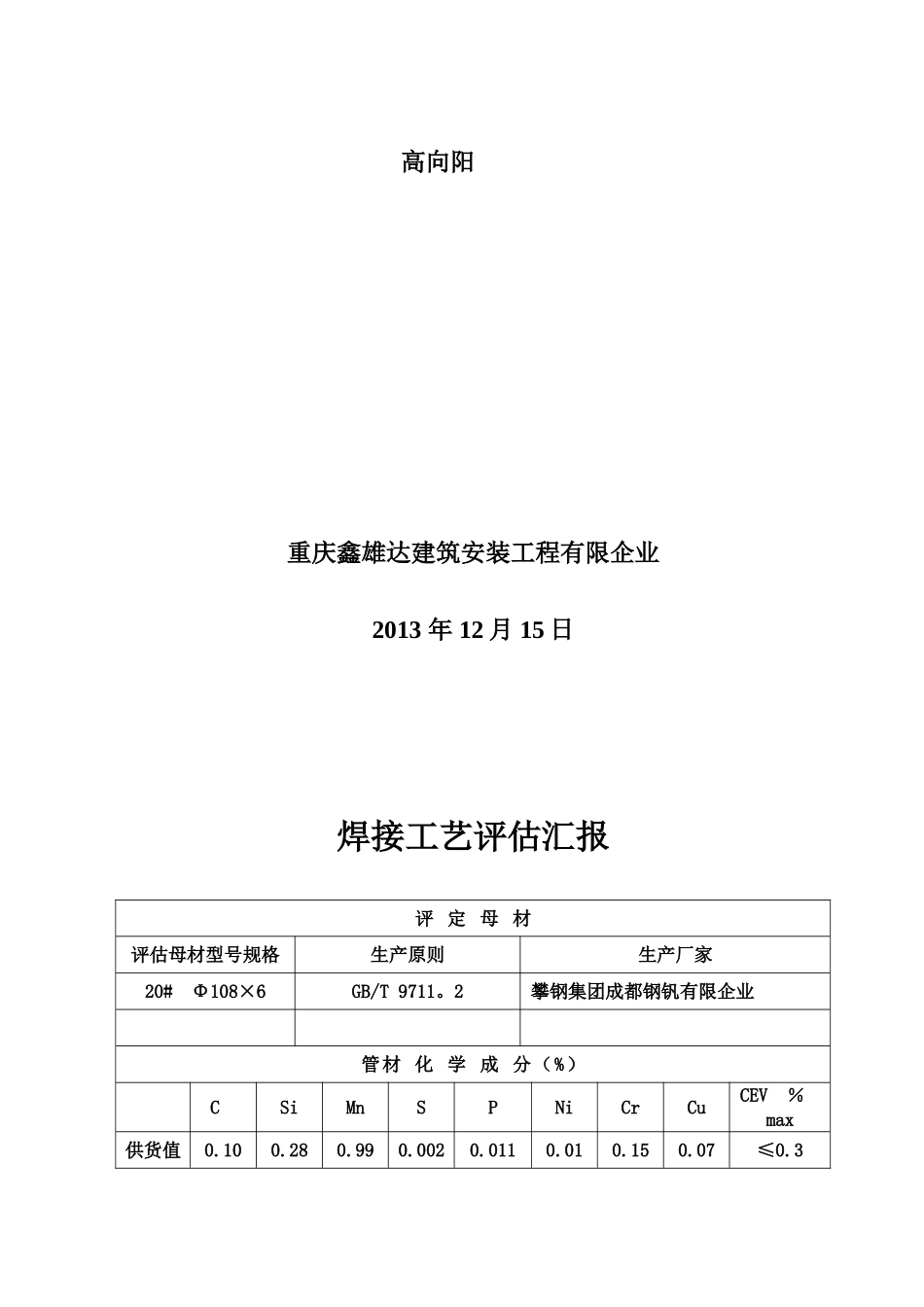
焊接工艺评估汇报XXD—HP02工艺名称:20# Φ108×6 无缝管对接评估措施:手工 GTAW+手工 SMAW固定位置: 45°固定(6G)焊接方向:上向焊评估原则:SY/T4103重庆鑫雄达建筑安装工程有限企业2013 年 12 月 15 日焊接工艺评估汇报NO:XXD—HP02 许光友 刘汉鑫 高向阳 重庆鑫雄达建筑安装工程有限企业2013 年 12 月 15 日焊接工艺评估汇报评 定 母 材评估母材型号规格生产原则生产厂家20# Φ108×6GB/T 9711
2攀钢集团成都钢钒有限企业管材 化 学 成 分(%)CSiMnSPNiCrCuCEV %max供货值0
3保证值 ≤0
250.4机 械 性 能R p (MPa)Rm(MPa)δ5(%)Ψ(%)供货值430/410535/51529—32/ 保证值245-440 ≥415≥22/母材理化指标结论:供应质量符合原则规定
焊 接 材 料名 称型号规格牌 号生产原则合格证编号生产厂家焊 条E4315 Φ3
2J427GB/T5117焊 丝H08Mn2Si Φ2
5CHW-S5GB/T14957焊接材料结论: 质量合格,其质量保证资料符合规定
焊 接 准 备焊接位置全位置组对方式外对管器坡口型式Y环境温度16℃环境湿度83%RH焊后热处理措施/预热温度预热措施火焰焊后热处理温度/焊接电源直流焊机焊接方向上向固定位置45°固定焊试件下料措施切割下料坡口加工措施 切割打磨焊前清理措施手提电动砂轮机焊接电源选用逆变电焊机,陡下降外特性
坡口组对型式及尺寸如图,接头水平固定:焊接工艺规范及参数层次焊接措施焊接材料电流极性焊接电流(A)电弧电压(V)气体流量(L/min)打