精品文档---下载后可任意编辑 制造工艺详解——铸造 铸造是人类掌握比较早的一种金属热加工工艺,已有约 6000 年的历史
中国约在公元前 1700~前 1000 年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平
一、铸造的定义和分类铸造的定义:是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,获得具有一定形状、尺寸和性能金属零件毛坯的成型方法
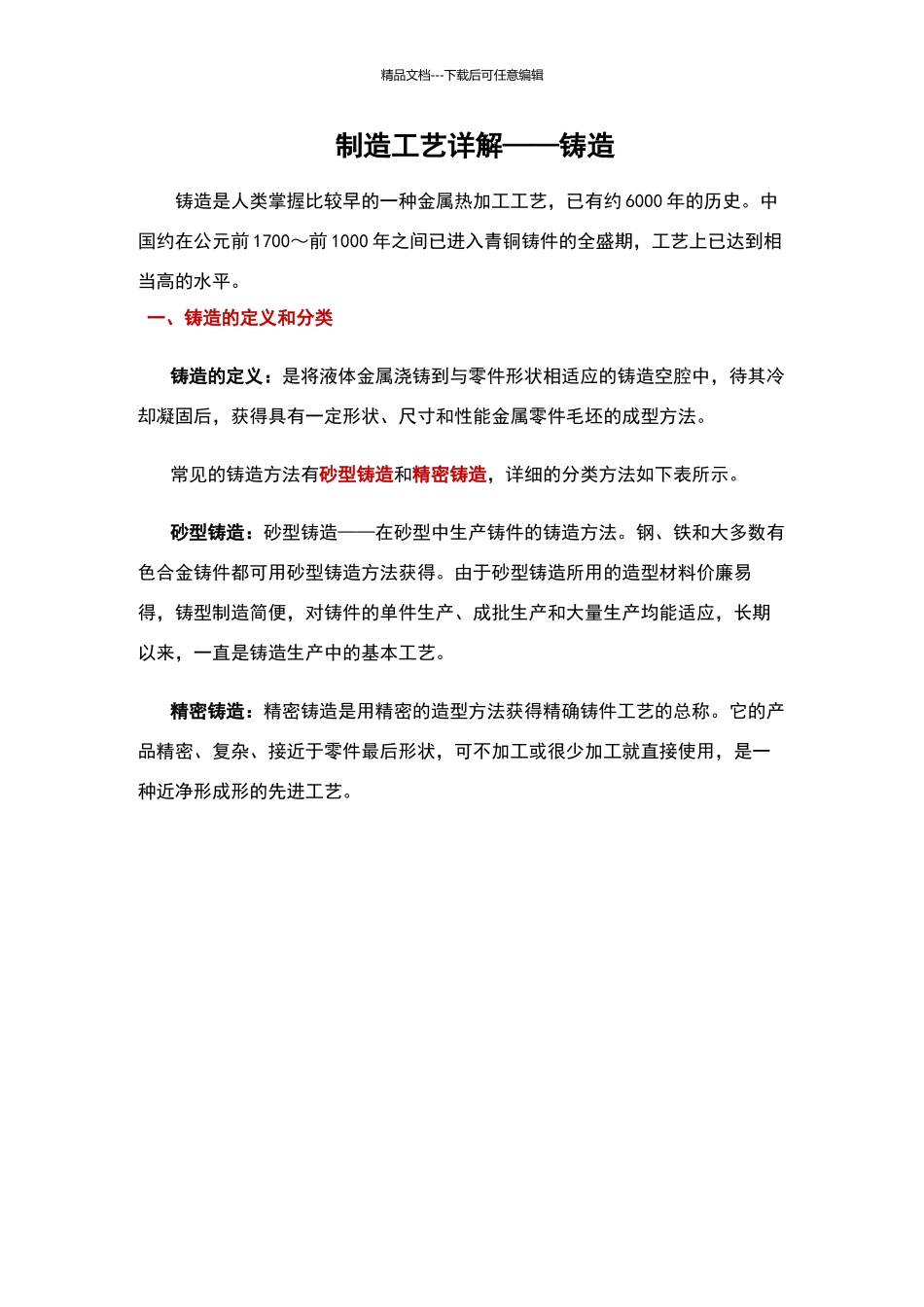
常见的铸造方法有砂型铸造和精密铸造,详细的分类方法如下表所示
砂型铸造:砂型铸造——在砂型中生产铸件的铸造方法
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺
精密铸造:精密铸造是用精密的造型方法获得精确铸件工艺的总称
它的产品精密、复杂、接近于零件最后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺
精品文档---下载后可任意编辑铸造方法分类二、常用的铸造方法及其优缺点1
普通砂型铸造制造砂型的基本原材料是铸造砂和型砂粘结剂
最常用的铸造砂是硅质砂,硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂
应用最广的型砂粘结剂是粘土,也可采纳各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型 3 种
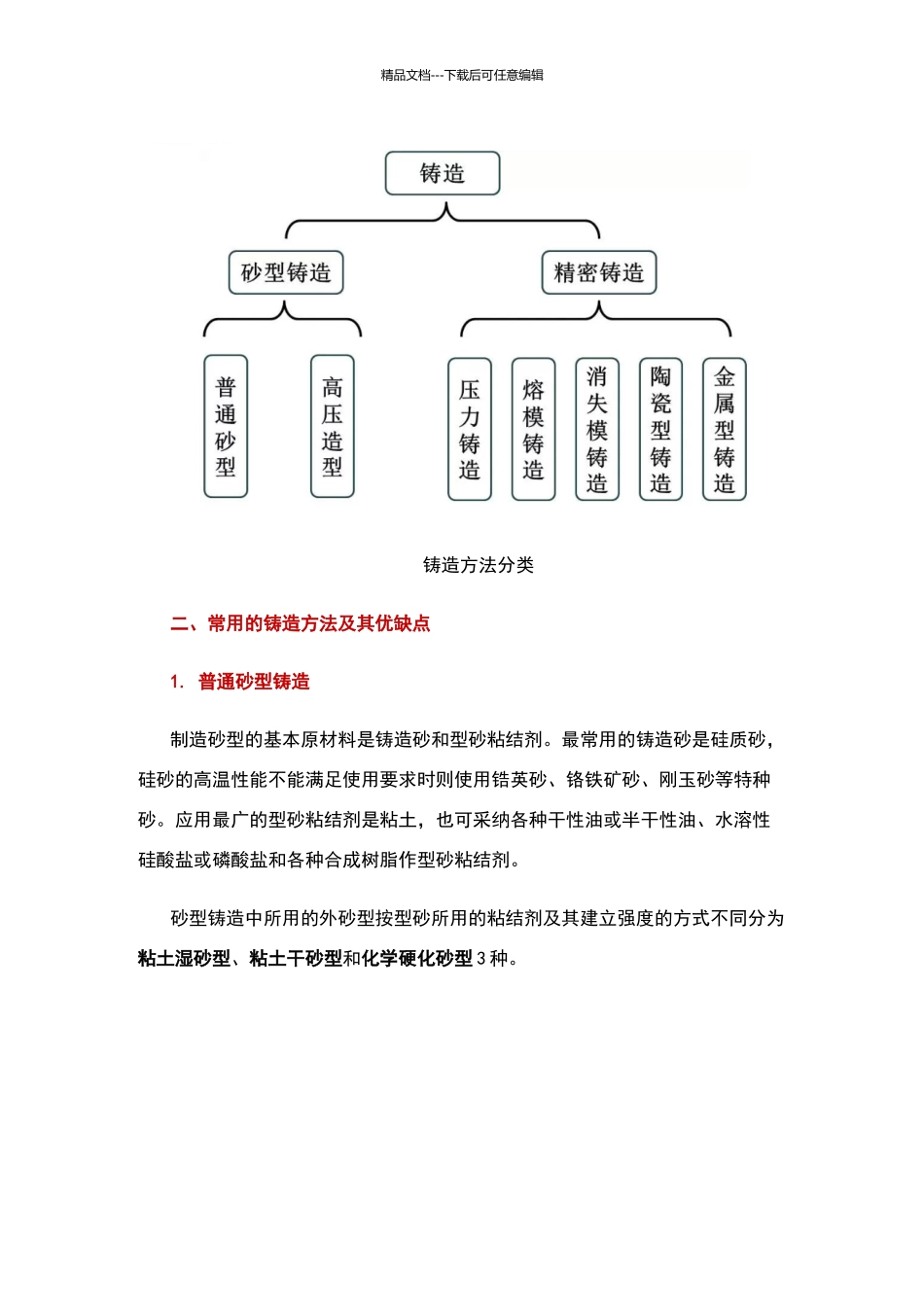
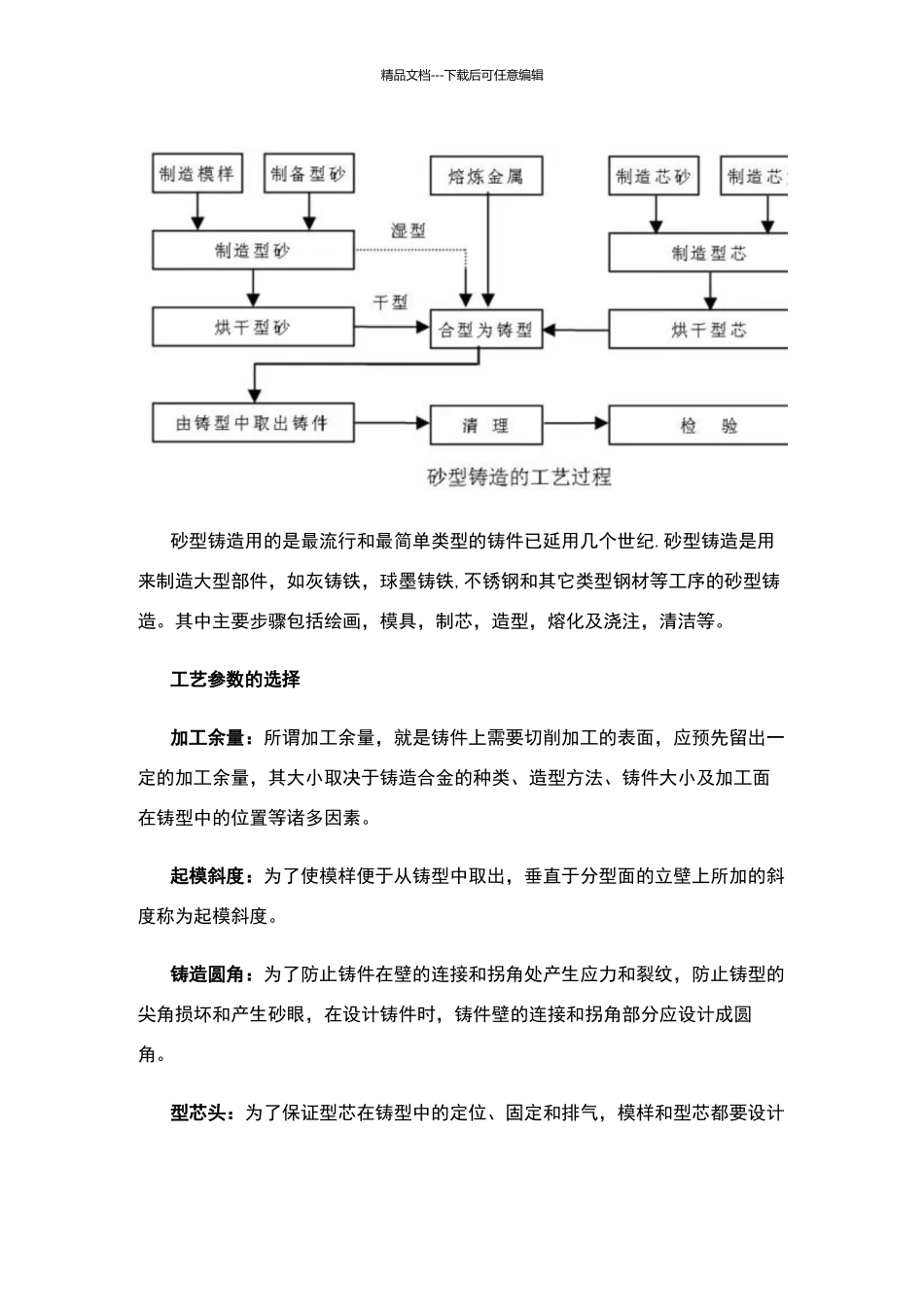
精品文档---下载后可任意编辑砂型铸造用的是最流行和最简单类型的铸件已延用几个世纪
砂型铸造是用来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造
其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等
工艺参数的选择加工余量:所谓加工余量,就是铸件上需要切削加工的表面,应预先留出一定的加工余量,其大小取