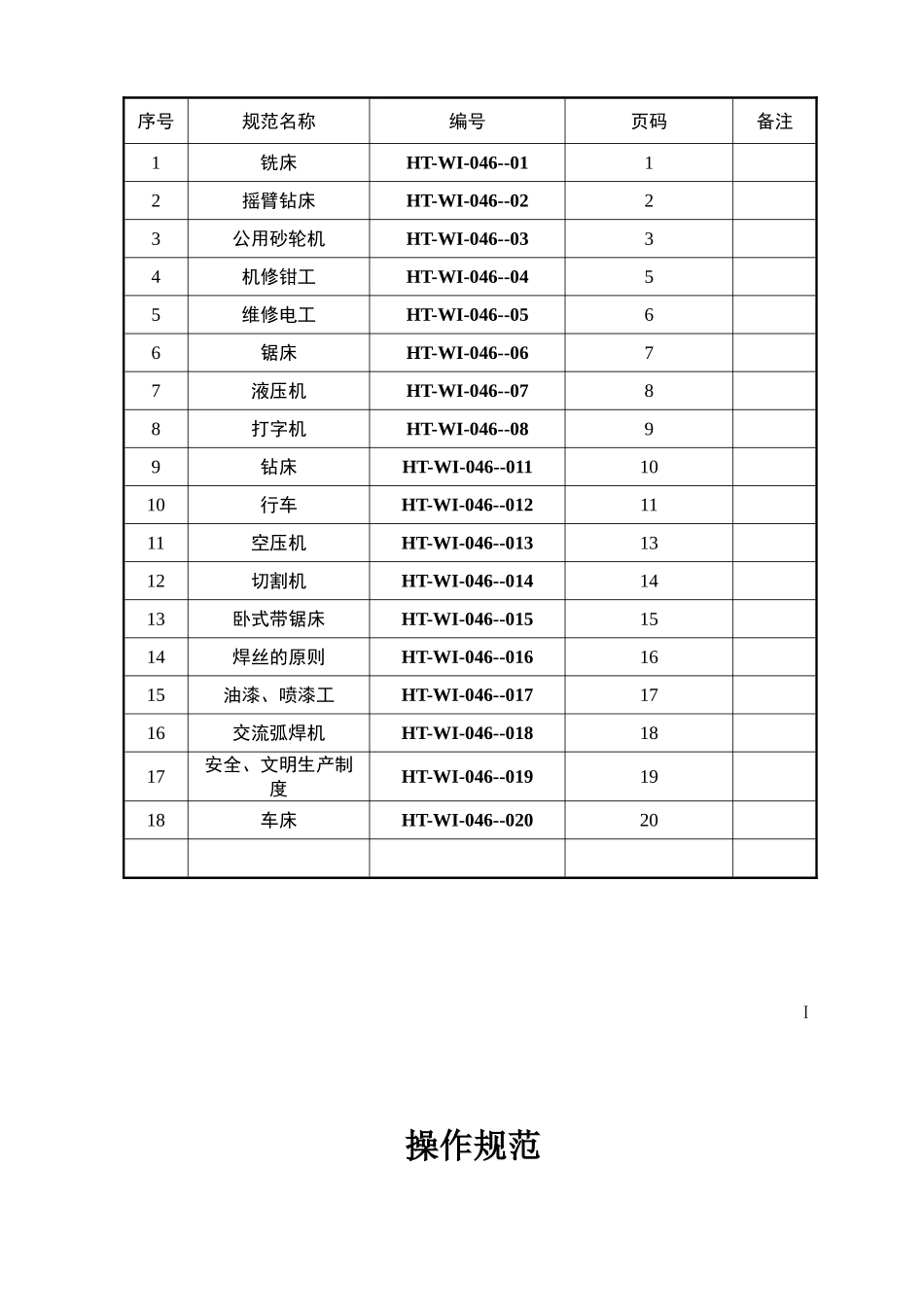
船舶工程企业操作规范编 号: HT-WI-046 版 本: A 版 修改状态: 分发编号: 编 制: 批 准: 生效日期: 操作规范目录序号规范名称编号页码备注1铣床HT-WI-046--0112摇臂钻床HT-WI-046--0223公用砂轮机HT-WI-046--0334机修钳工HT-WI-046--0455维修电工HT-WI-046--0566锯床HT-WI-046--0677液压机HT-WI-046--0788打字机HT-WI-046--0899钻床HT-WI-046--0111010行车HT-WI-046--0121111空压机HT-WI-046--0131312切割机HT-WI-046--0141413卧式带锯床HT-WI-046--0151514焊丝的原则HT-WI-046--0161615油漆、喷漆工HT-WI-046--0171716交流弧焊机HT-WI-046--0181817安全、文明生产制度HT-WI-046--0191918车床HT-WI-046--02020Ⅰ操作规范 机器名称:铣床 HT-WI-046--011、装夹工件,工具必须牢固可靠,不得有松动现象,所用的扳手必须符合原则规格
2、在机床上进行上下工件、刀具、紧固、调整、变速及测量工件等工作必须停车
两人工作应协调一致
3、高速切削时必须装防护挡板,操作者应戴防护眼镜
4、工作台上不得放置工、量具及其他物件
5、切削中,头、手不得靠近铣削面
取卸工件时,必须移开刀具后进行
6、严禁用手摸或用棉纱擦拭正在转动的工具和机床的转动部位清除铁屑时,只容许用毛剧,严禁用嘴吹
7、拆装立铣刀时,台面须垫木板,严禁用手去托刀盘
8、装平铣刀,使用扳手扳螺母时,要注意扳手开口选用合适,用力过猛,防止滑件
9、对刀时必须慢速进刀靠近工件时,需要手摇进刀,不准迅速进刀
在走刀时,不准停车,铣深槽时要停车退刀