持续改善案例分析 [编辑] 案例一:持续改善方法在汽车制造企业分析[1] 以某汽车制造企业的代表性案例来讨论导入Kaizen的工作方法和收益
案例一:总装交替式物流Kaizen 持续改善
改善行动的步骤如下: 1
第一步,环境审视 到2006 年,本领域已经陆续成功导入了TQM、TPM、JIT、PD、Proposal 和QC等管理体系并已在实践中持续应用,导入Kaizen 具备了环境基础
第二步,确定任务和把握现状
2006 年,物流领域实施了以改善物流配送方式优化总装工位布局为主题的“APOLO”改善行动
总装线边物流配送方式实现了“交替式物流”的转变,年收益8 万元
但总装工位布局的改善尚未全面展开
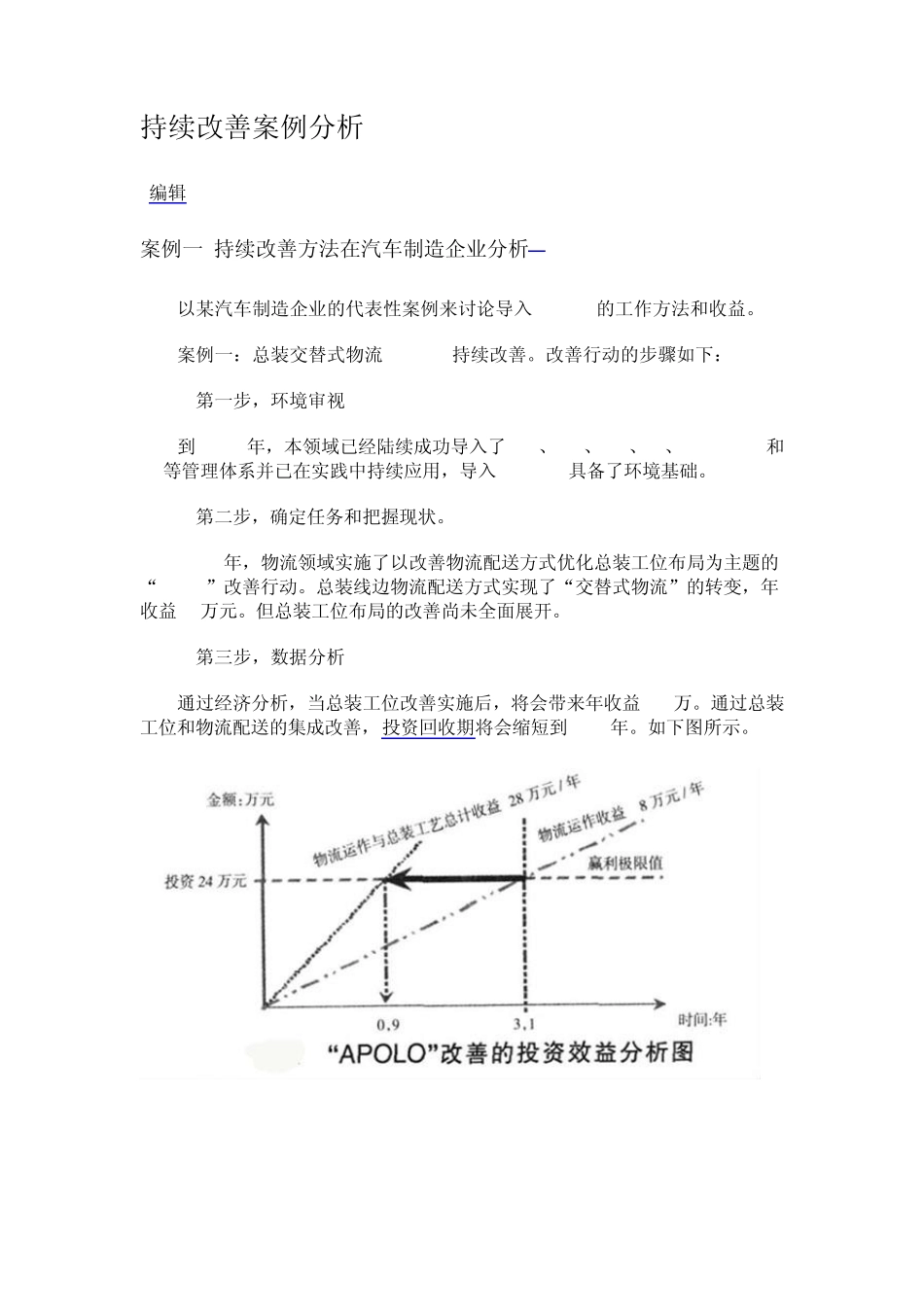
第三步,数据分析 通过经济分析,当总装工位改善实施后,将会带来年收益28 万
通过总装工位和物流配送的集成改善,投资回收期将会缩短到0
通过对2007 年全年运行情况的工时分析,2008 年建立了交替式物流改善行动项目
项目目的是提高劳动生产率,降低物流综合成本;目标是物流资源比2007 年节省10%、总装 1的绿色工位实现 70%、创建物流持续改善的工作机制
按照线边配送流程,现场分析针对收获、理货和和线边供货等 3 个环节展开
(1)收货:收货区由直送零件、KD 件、动力总成件和同步件等 4 个区域组成
影响效率的问题集中在到货卡车不均衡、叉车操作面积不够、站台区人车混流、操作区域布置不合理和空容器返空管理薄弱等方面
(2)理货:理货方式有同步配送和动力总成件叉车理货、高消耗件叉车理货、低消耗件手动搬运车理货和大体积件地面理货等 4 种方式
影响效率的问题集中在不按标准规程操作、超市内零件摆放不规范等两个方面
(3)线边供货:线边供货采用小件牵引列车式、成捆件牵引列车式、大件牵引列车式和大件叉车式等 4 种线边供货方式