活动期间:2006
4~2006
8 作成日期:2006
9整理:李万亚批准:吴江****有限责任公司持续改善报告一
改进的原因:二、成立专案改善小组: 目前,生产过程中还存在很多问题,质量、成本、交期、效率……,这一系列问题都关系着公司的自下而上与发展,关系着顾客满意度的结果
但因公司目前的资源及能力所限,目前还不可能也没必要面面俱到的对所有中存在的问题全部齐头并进的进行整改,目前只能先针对主要问题实施改善,然后再各个击破
故本次实施专案改进,先以质量方面的不良作为选择改进的区域实施持续改善
组长:陆大本 成员:顾福明、李万亚、沈慧芬、程竹林三、现状分析:3
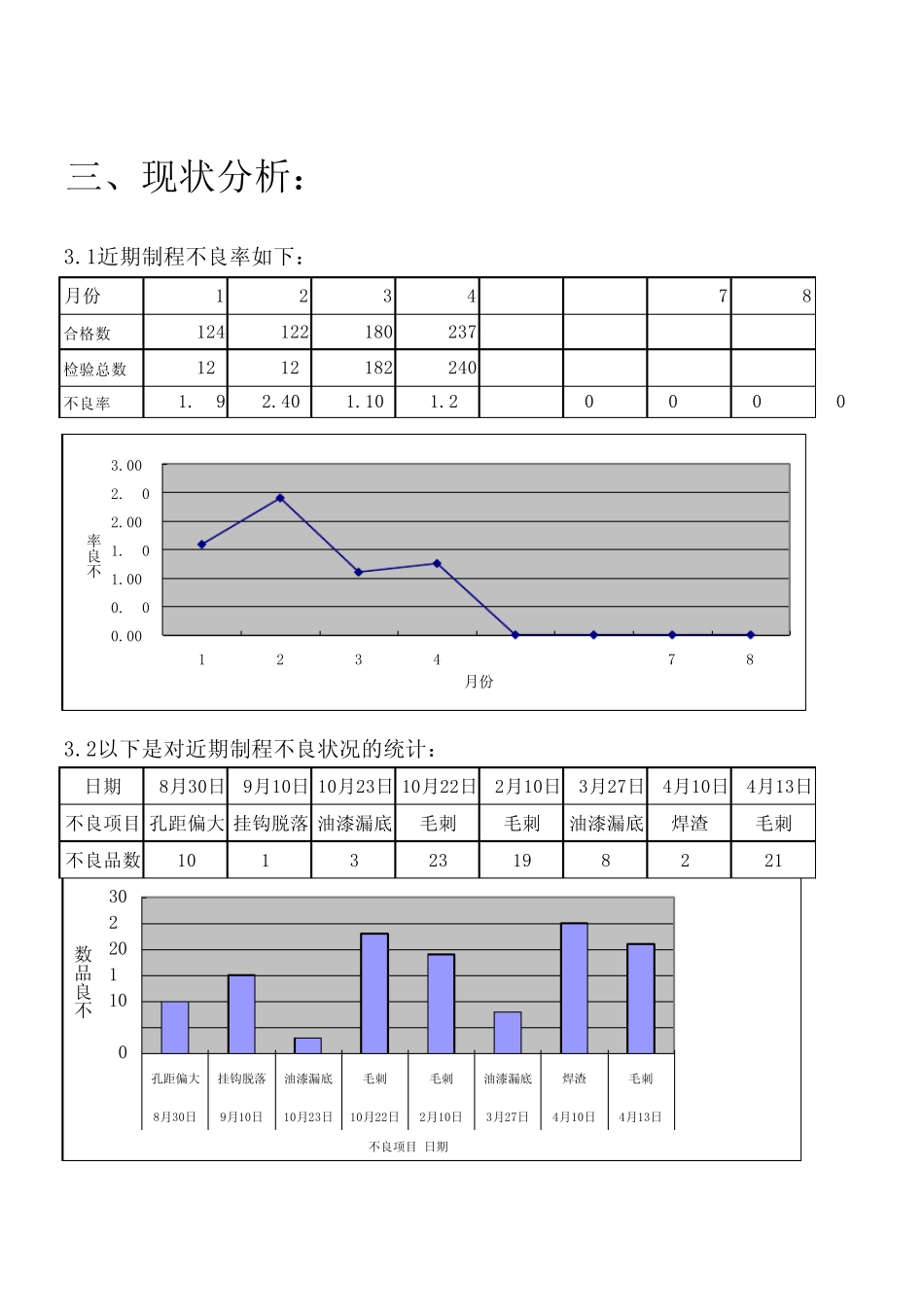
1近期制程不良率如下:月份12345678合格数124122180237检验总数126125182240不良率1
25%#DIV/0
#DIV/0
#DIV/0
#DIV/0
日期8月30日9月10日 10月23日 10月22日2月10日3月27日4月10日4月13日不良项目 孔距偏大 挂钩脱落 油漆漏底毛刺毛刺油漆漏底焊渣毛刺不良品数101532319825213
2以下是对近期制程不良状况的统计:051015202530孔距偏大挂钩脱落油漆漏底毛刺毛刺油漆漏底焊渣毛刺8月30日9月10日10月23日10月22日2月10日3月27日4月10日4月13日不良品数不良项目/日期0
00%12345678不良率月份四、确定改善目标不良项目毛刺焊渣挂钩脱落 油漆漏底 孔距偏大其它不良品数632515111004
3 因此改进的目标为:减少毛刺,不良率降到1%以下
1 按不良项目分类整理后如下:4
2 由此可见,目前公司内主要的不良是:毛刺
010203040506070毛刺焊渣挂钩脱落油漆漏底孔距偏大其它不良品数四、原因