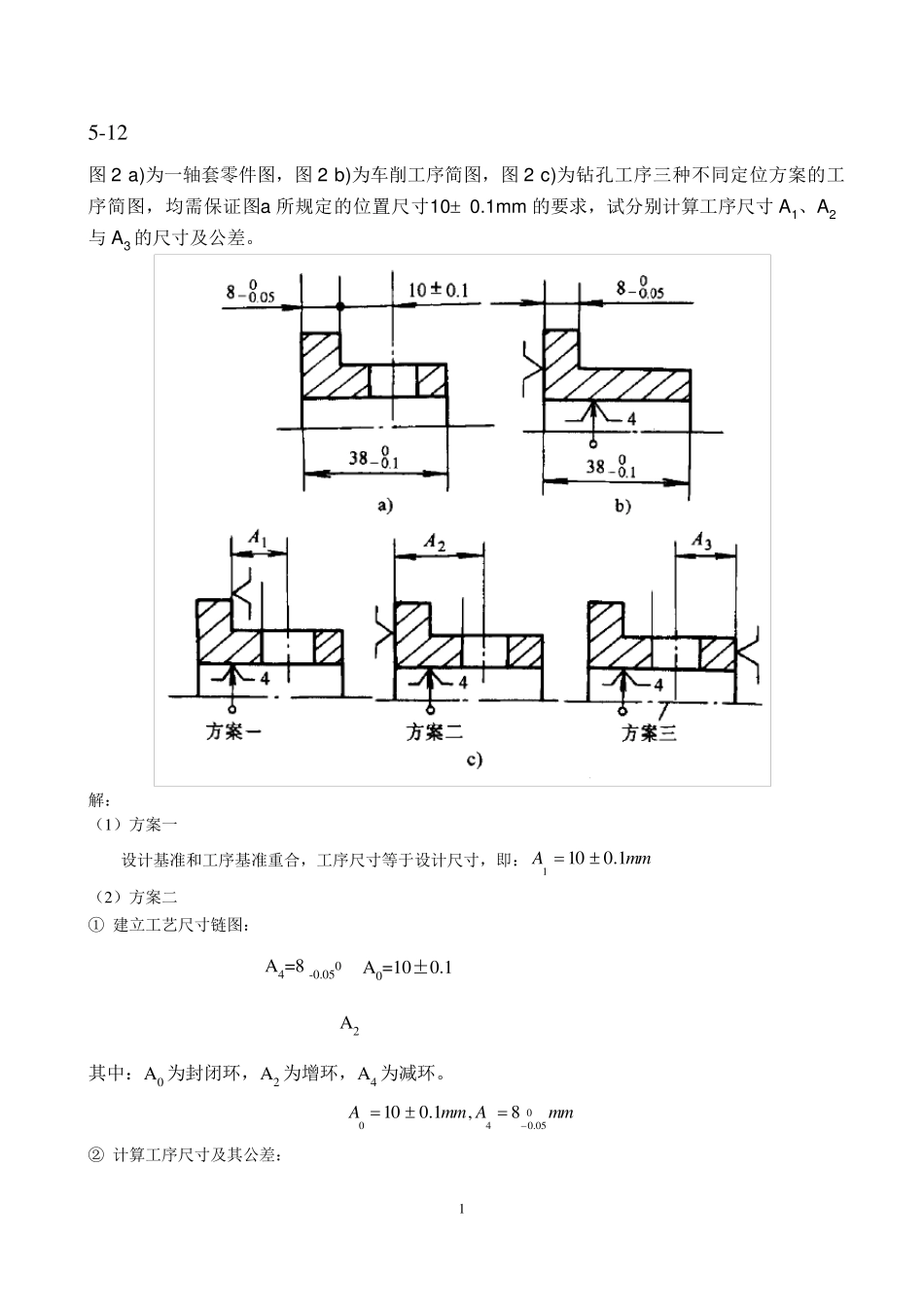
1 5-12 图2 a)为一轴套零件图,图2 b)为车削工序简图,图2 c)为钻孔工序三种不同定位方案的工序简图,均需保证图a 所规定的位置尺寸10 0
1m m 的要求,试分别计算工序尺寸A1、A2与A3 的尺寸及公差
解: (1)方案一 设计基准和工序基准重合,工序尺寸等于设计尺寸,即:mmA1
0101 (2)方案二 ① 建立工艺尺寸链图: 其中:A 0 为封闭环,A 2 为增环,A 4 为减环
mmAmmA005
0408,1
010 ② 计算工序尺寸及其公差: A 2 A 0=10±0
1 A 4=8 -0
050 2 mmAA1881022 mmESAESA05
022 mmEIAEIA10
022 结果:m mA05
0218 (2)方案三 ① 建立工艺尺寸链图: 其中:A 0 为封闭环,A 5 为增环,A 3 和A 4 为减环
m mAm mAm mA001
04038,8,1
010 ② 计算工序尺寸及其公差: m mAA208381033 m mEIAEIA05
033 m mESAESA001
033 结果:m mA005
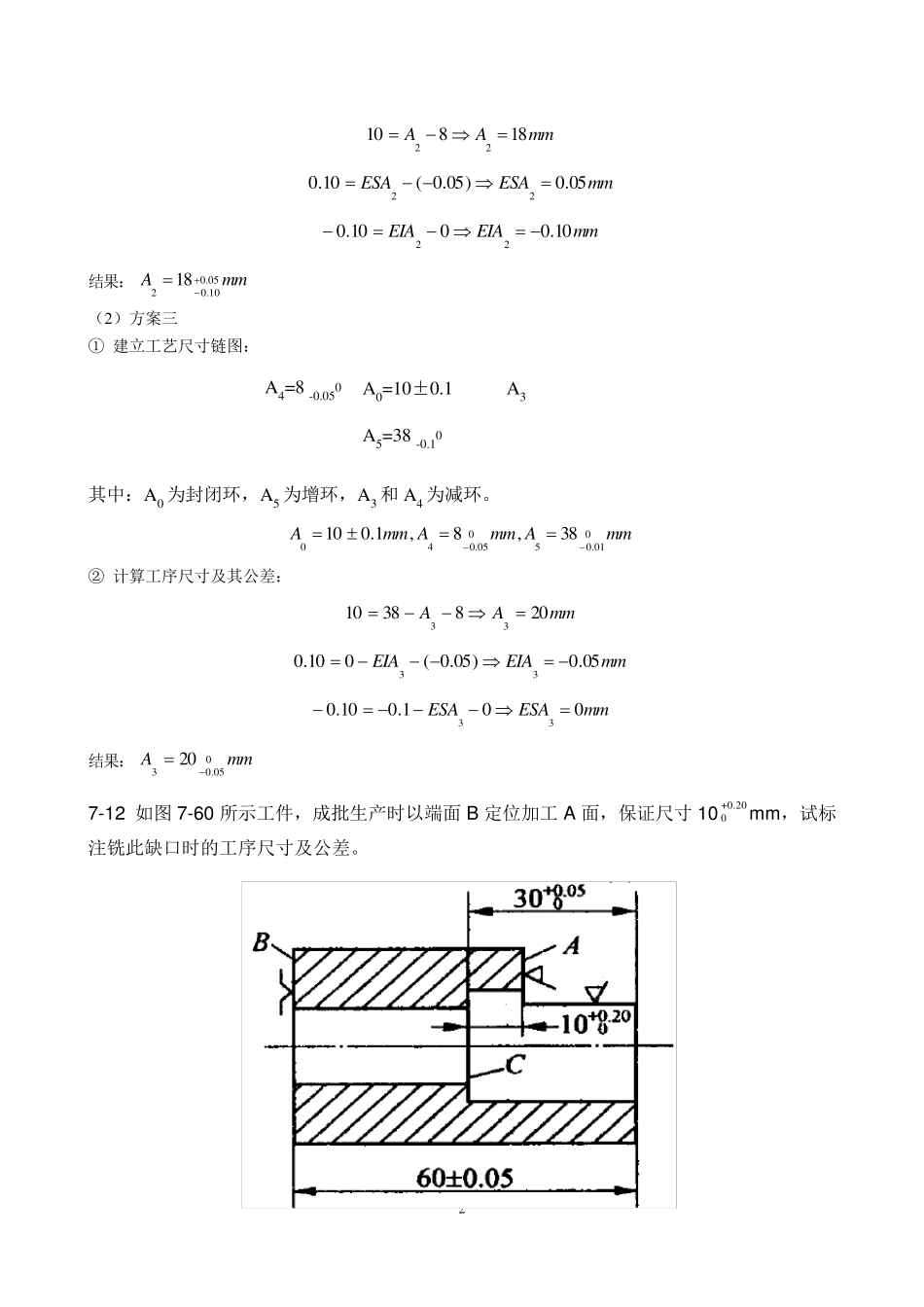
0320 7-12 如图7-60 所示工件,成批生产时以端面B 定位加工A 面,保证尺寸1020
0+0m m ,试标注铣此缺口时的工序尺寸及公差
A 0=10±0
1 A 4=8 -0
050 A 3 A 5=38 -0
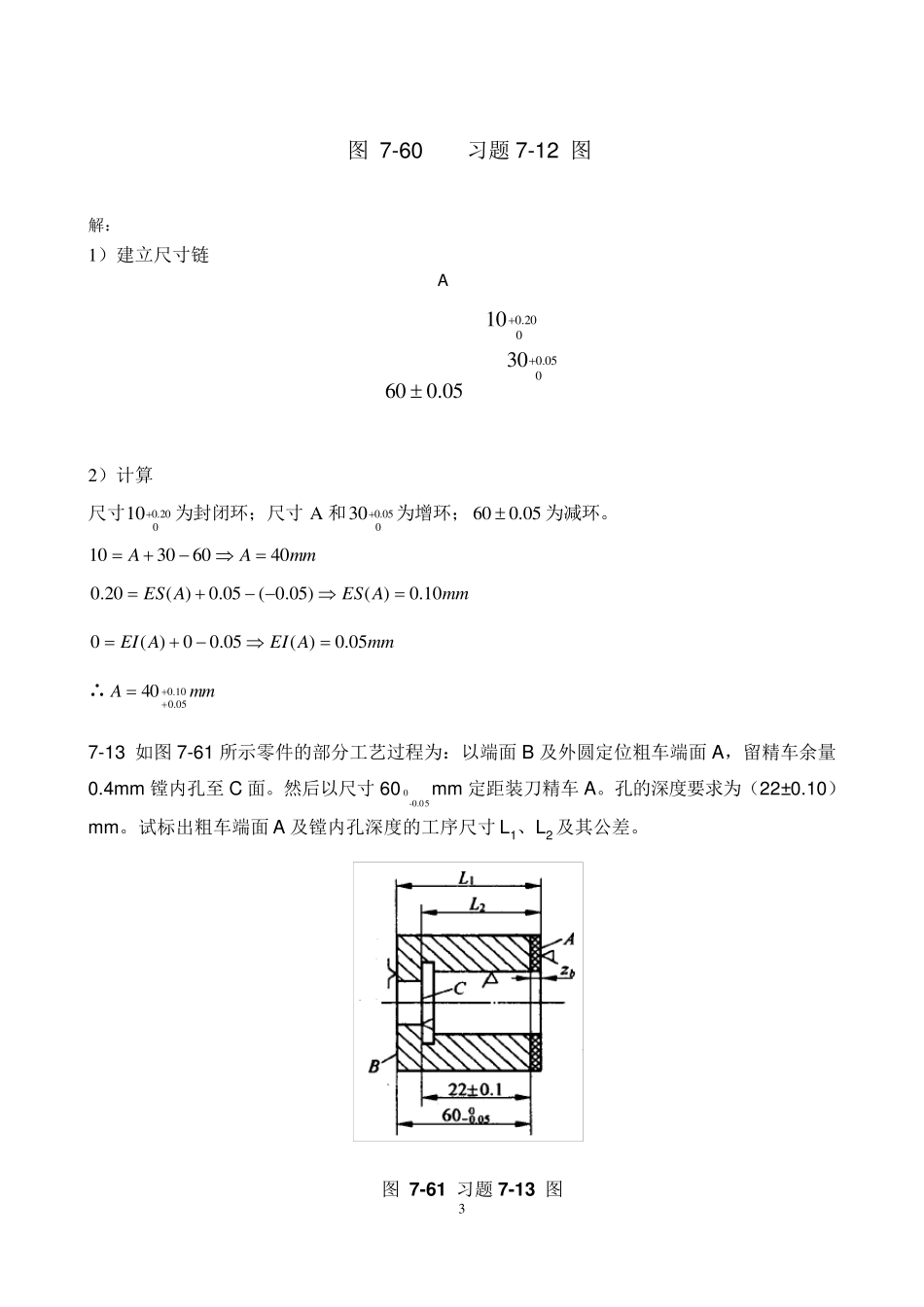
10 3 解: 1)建立尺寸链 2)计算 尺寸20
0010为封闭环;尺寸A 和05
0030为增环;05
060 为减环
m mAA40603010 m mAESAES10
0)()05