1 实验三:齿轮范成原理 一、目的 1.掌握用范成法制造渐开线齿轮的基本原理; 2.了解渐开线齿轮产生根切现象的原因和避免根切的方法; 3.分析比较标准齿轮和变位齿轮的异同点
二、设备和工具 1.齿轮范成仪和简易插齿机; 2.圆规(自备); 3.三角尺(自备); 4.钢皮尺; 5.剪刀; 6.绘图纸(规格270 毫米 270 毫米); 7.铅笔(HB 规格贰支自备); 8.计算工具(自备); 9.标准渐开线样板
三、原理和方法 1.齿轮范成原理简述 范成法是利用一对齿轮互相啮合时其共轭齿廓互为包络线的原理来加工轮齿的
加工时其中一轮为刀具,另一轮为轮坯,它们仍保持固定的角速比传动,完全和一对真正的齿轮互相啮合传动一样;同时刀具还沿轮坯的轴向作切削运动
这样所制得齿轮的齿廓就是刀具刀刃在各个位置的包络线
今若用渐开线作为刀具齿廓,则其包络线亦必为渐开线
由于在实际加工时, 我们是无法明显地看到刀刃在各个位置形成包绍线的过程,若用齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具刀刃的各个位置记录在绘图纸上,这样我们就能清楚地观察到齿轮范成的过程
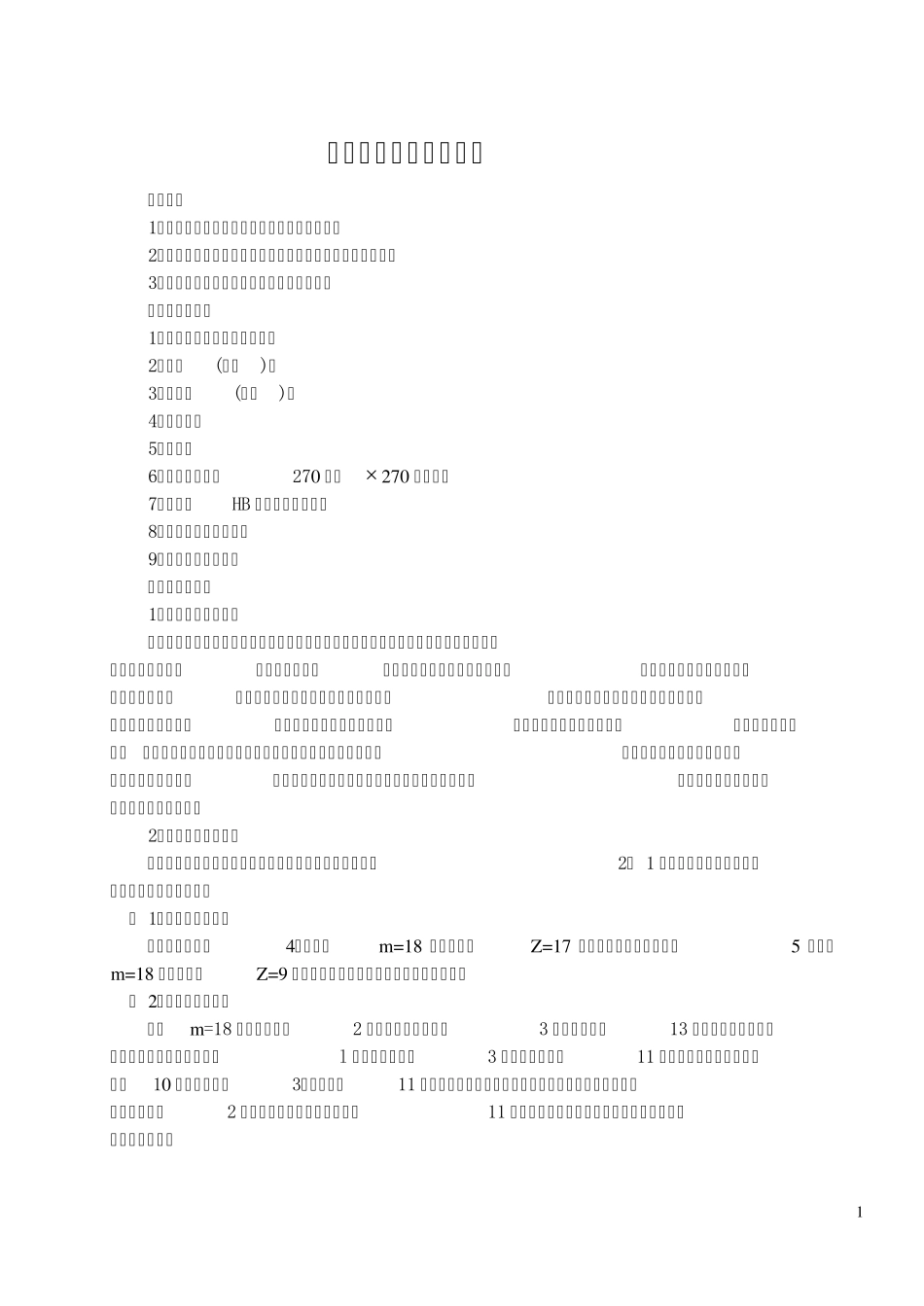
2.齿轮范成仪的结构 齿轮范成仪所用的刀具模型为齿条插刀,仪器的构造如图2— 1 所示
它的结构可看成由轮坯与刀具两部分组成
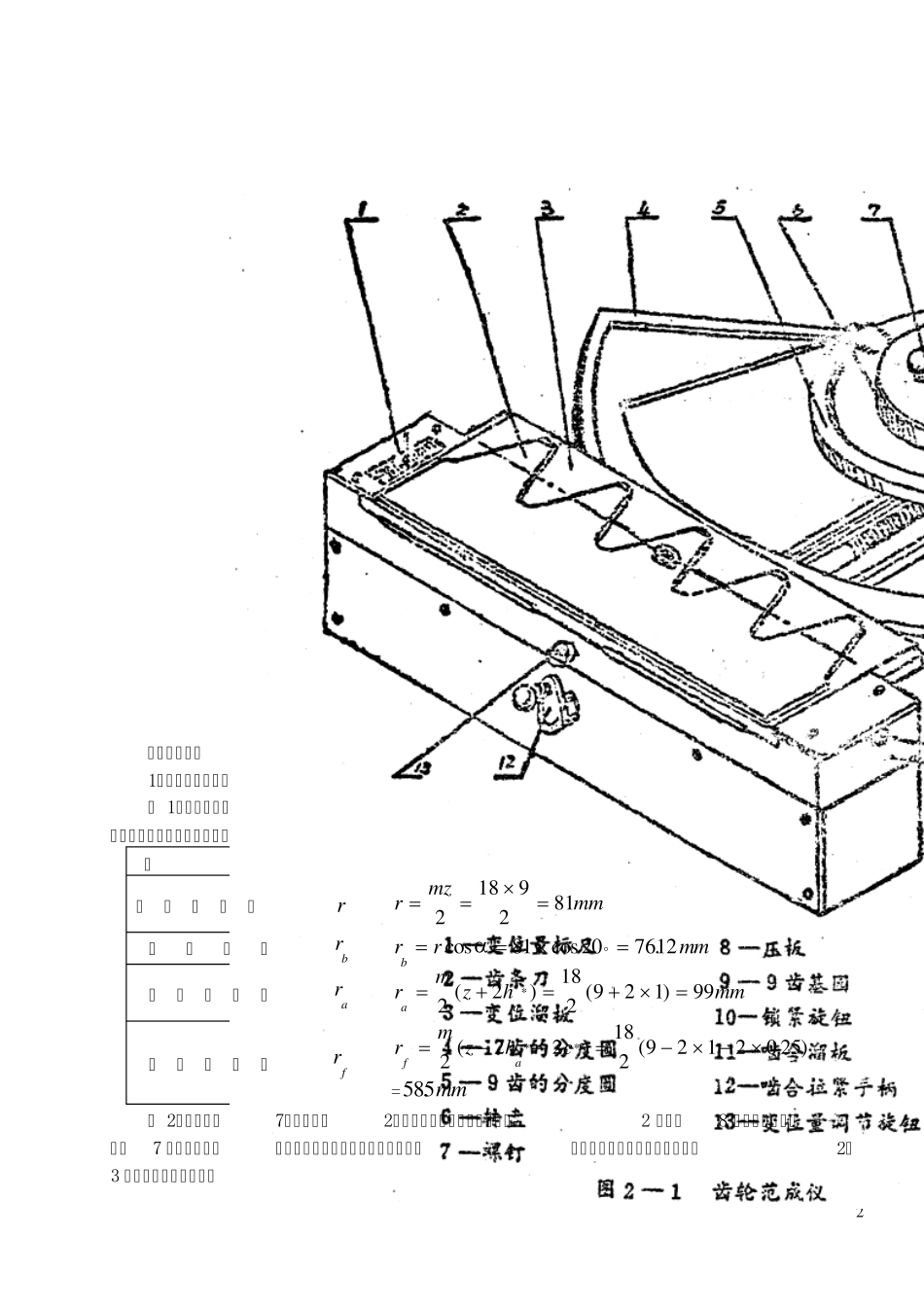
( 1)轮坯部分的结构 做成扇形的构件4,是模数 m =18 毫米;齿数Z=17 齿轮的分度圆;另一半圆5 是模数m =18 毫米,齿数Z=9 的齿轮的分度圆,它们一起装在同一轴上
( 2)刀具部分的结构 模数m =18 毫米的齿条刀2 用铰链装在变位溜板3 上,转动旋钮13 可使刀具移动实现变位,变位量大小可从刻度尺l 读出
变位溜扳3 又装在啮合溜板11 上,在不作变位时,可用手柄10 锁住变位溜板3
啮合溜板11 是与分度圆作纯滚动运动
在无变位量(刻度尺零位对齐)时,刀具2 的分度线(中