课程设计 设计题目:C 616 型普通车床改造为 经济型数控车床 学校:河北联合大学轻工学院 专业:机械设计制造及其自动化 班级: 姓名: 学号: 指导老师:王丰 玄兆燕 完成时间:2011
11 序言 面对日趋激烈的竞争形势,企业只有不断开发适销对路的新产品,才能保持其旺盛的生命力,而与有高精密,柔性化,高效率的特点的现代自动化制造系统是企业开发和创新产品的保证
我国是一个工业化相对落后的地区,虽拥有大量的机械加工设备,但不能适应制造业多品种、小批量的生产方式
所以,加工中心数控系统等加工设备为大多数制造商所亲睐,但不菲的价格成为企业创新的瓶颈
目前最经济的方法就是对我国现有车床进行数控改造,这样不但会大大改变现状而且成本低,而且周期短有利于加工工业的发展
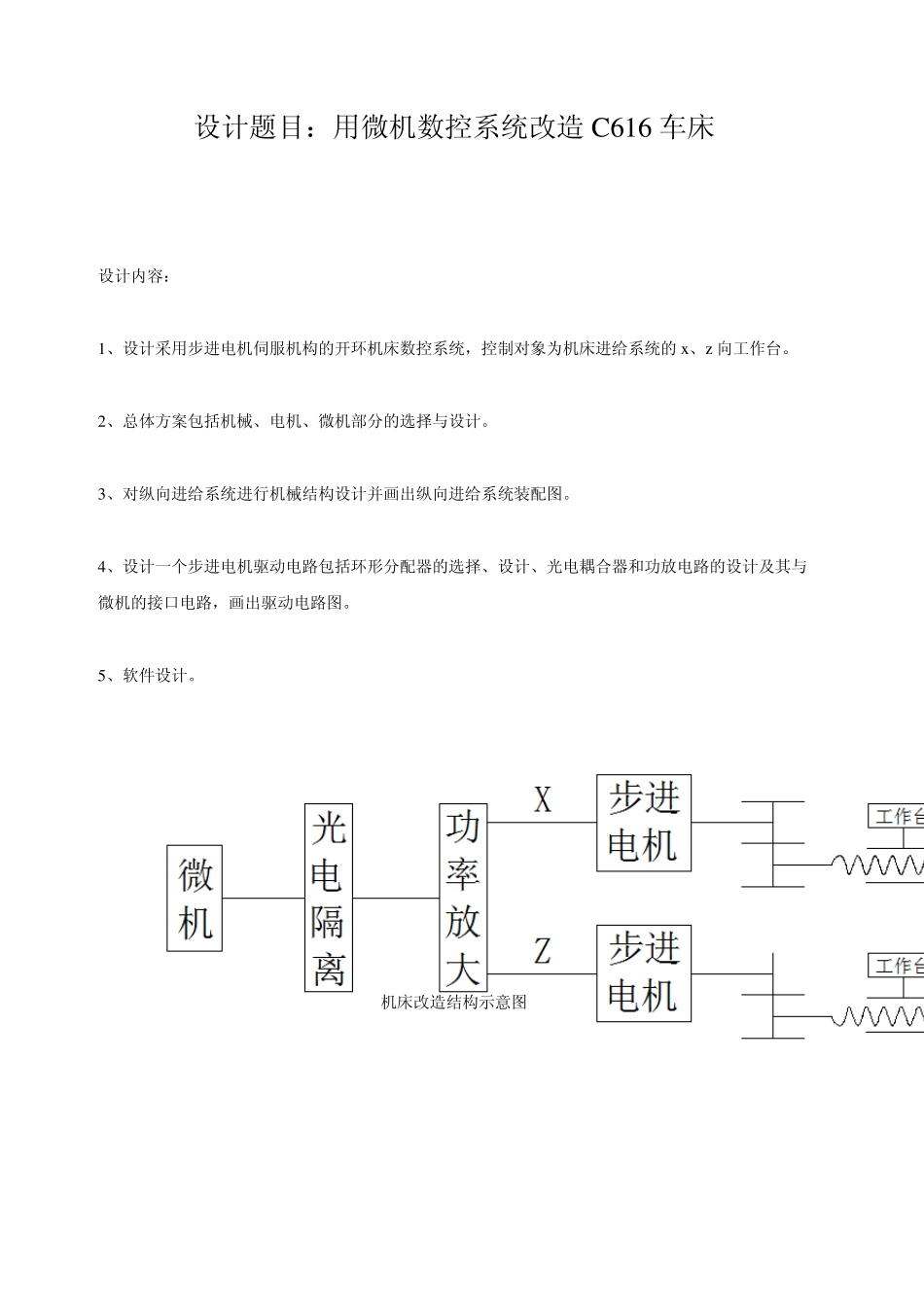
设计题目:用微机数控系统改造C616 车床 设计内容: 1、设计采用步进电机伺服机构的开环机床数控系统,控制对象为机床进给系统的 x、z 向工作台
2、总体方案包括机械、电机、微机部分的选择与设计
3、对纵向进给系统进行机械结构设计并画出纵向进给系统装配图
4、设计一个步进电机驱动电路包括环形分配器的选择、设计、光电耦合器和功放电路的设计及其与微机的接口电路,画出驱动电路图
5、软件设计
机床改造结构示意图 机械设计部分 一、机电一体化对机械部分的要求: 1、低摩擦导轨(滚动摩擦)精密丝杠(滚珠丝杠)
2、无传动间隙(用丝杠螺母副消除间隙)
3、高刚度 4、高谐振频率 5、地惯性(以提高稳定性和响应特性)
二、设计已知条件: 1:、工作台重量W=800N 2、起重动加速时间T=50ms 3、脉冲当量δ =0
01mm/step 4、快速进给速度Vmax=2m/min 5、工作台行程L=640mm
6、滚珠丝杠基本导程l=6mm 7、步进电机步距角α =0
75°/step 三、机械设计计算: