XX 汽车焊装智能工厂控制系统与信息系统(PLC+SCADA+MES)规划设计01 项目概况东风柳州汽车有限公司焊装 B2 线为智能制造技术推广应用重点项目,主要负责生产新平台 SUV 产品,车间内设置发舱线、侧围线、地板线、总成 1 线、总车2 线、调整线与储运线,如图 1 所示
除发舱线外,各焊接线点焊作业全部由FANUC 工业机器人完成,焊接自动化率达到 90%,自动化程度达到国内领先水平
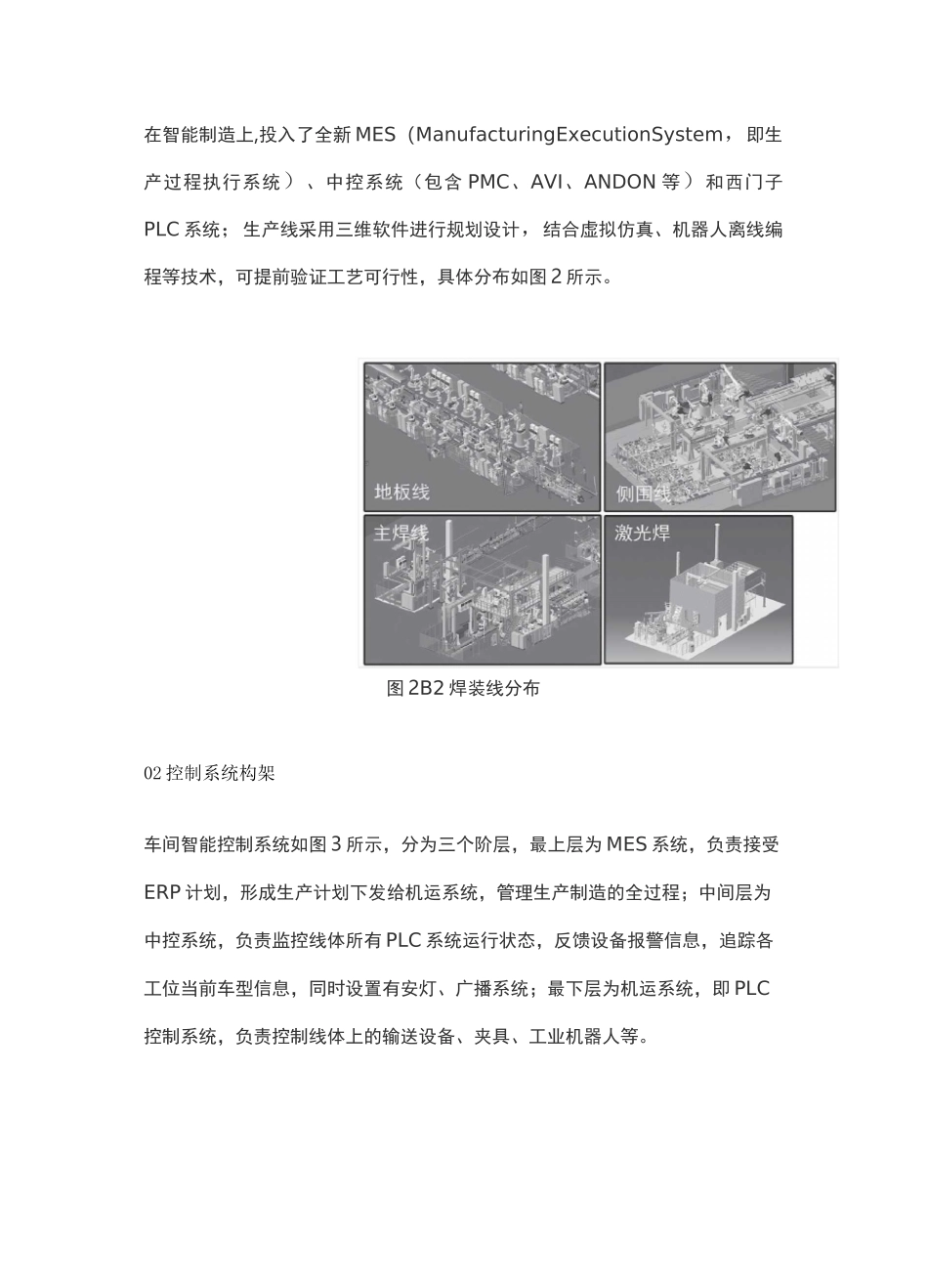
图 1 焊装 B2 线生产车间B2 焊装线作为全新平台,在制造工艺上,首次引入顶盖激光焊接技术、在线检测技术,并结合伺服中频点焊技术,提升车身焊接质量、制造精度以及焊接效率;在制造设备上,地板线采用可变速式多连杆往复杆输送机构,总拼采用四面体柔性车型切换系统,侧围线采用 U 型滑台,整线可兼容 4 车型共平台生产;在智能制造上,投入了全新 MES(ManufacturingExecutionSystem,即生产过程执行系统)、中控系统(包含 PMC、AVI、ANDON 等)和西门子PLC 系统;生产线采用三维软件进行规划设计,结合虚拟仿真、机器人离线编程等技术,可提前验证工艺可行性,具体分布如图 2 所示
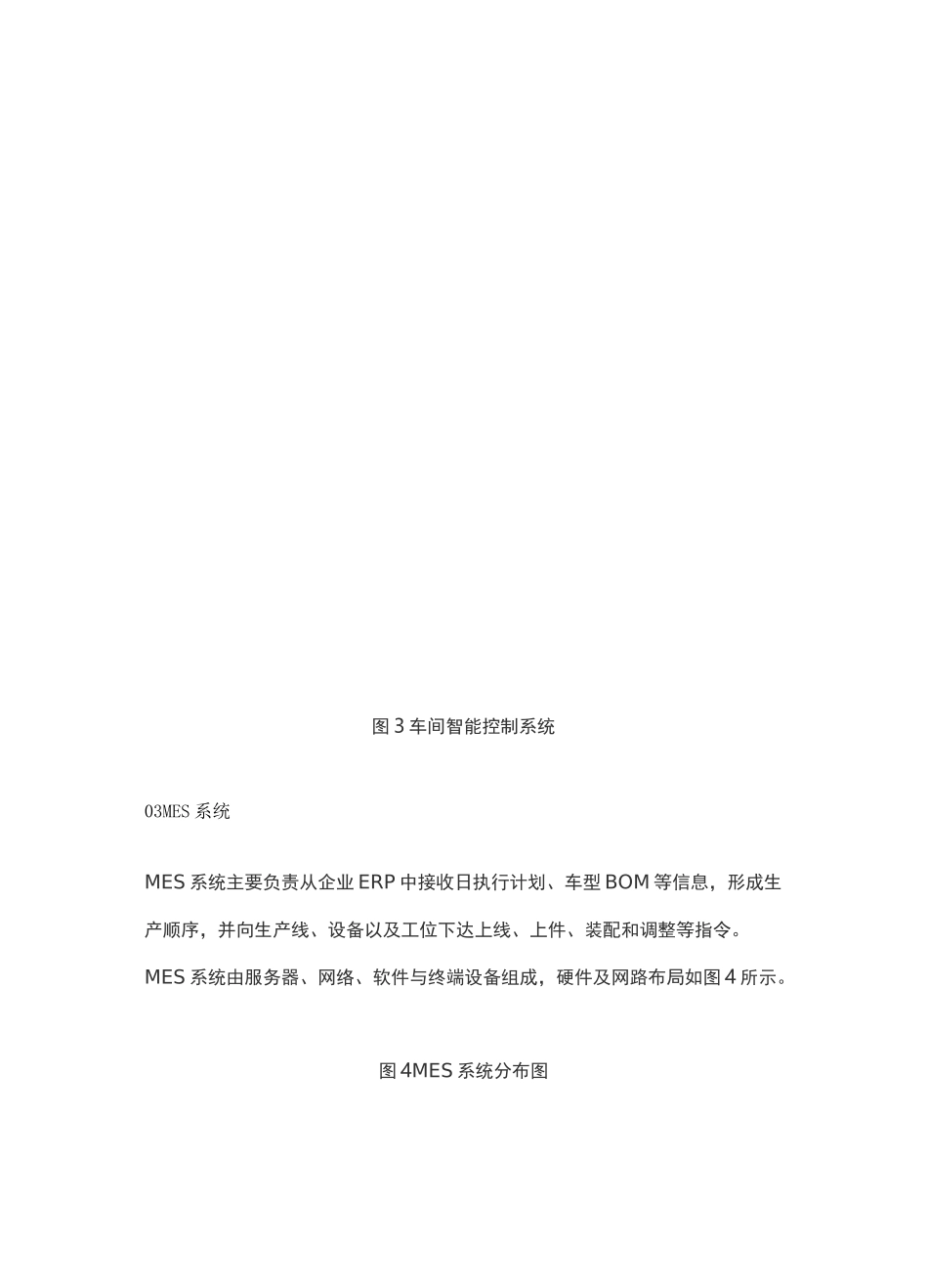
图 2B2 焊装线分布02 控制系统构架车间智能控制系统如图 3 所示,分为三个阶层,最上层为 MES 系统,负责接受ERP 计划,形成生产计划下发给机运系统,管理生产制造的全过程;中间层为中控系统,负责监控线体所有 PLC 系统运行状态,反馈设备报警信息,追踪各工位当前车型信息,同时设置有安灯、广播系统;最下层为机运系统,即 PLC控制系统,负责控制线体上的输送设备、夹具、工业机器人等
图 3 车间智能控制系统03MES 系统MES 系统主要负责从企业 ERP 中接收日执行计划、车型 BOM 等信息,形成生产顺序,并向生产线、设备以及工位下达上线、上件、装配和调整等指令