湖北工程学院 学生生产实习报告 实习类别 生产实习 实习地址 十堰东风汽车有限公司 教学院 计算机与信息科学学院 专业 机械设计制造及其自动化 班级 111744127 姓名 彭波 指导老师 吴昊、徐刚 2013 年 6 月 5 日 2014
20-2014
1 在学校老师的带领下,我们湖北工程学院机械专业全体同学来到了我向往已久的湖北十堰东风减速箱厂,进行为期十几天的毕业实习,去之前我想我和我的同学一样都怀着同样的心情有兴奋有期待,因为汽车制造将向我们揭开她神秘的面纱
在十堰的十几天里我们学到了很多东西,盘齿轴齿车间,箱体、同步器,热处理车间,装配车间,神宇集团,车身厂,弹簧板厂,铜带有限公司,大洋轮毂有限,东风林泓零部件有限公司,重型箱装配线,华迪零部件有限公司
在这期间我们见到了东风国内一流的汽车生产线,明白了以前在课堂上所不明白的问题,不仅曾长了见识也开阔了视野
东风汽车公司(原第二汽车制造厂)始建于 1969年,是中国特大型国有骨干企业,总部现设在武汉,主要基地分布在十堰、襄阳、武汉、广州等地,主营业务涵盖全系列商用车、乘用车、零部件、汽车装备和汽车水平事业
东风汽车公司肩负共和国的重托,日益发展壮大,逐步成为集科研、开发、生产、销售于一身的特大型国有骨干企业,是国有经济的重要支柱企业
随着我国加入世贸组织以来,东风积极参与世界汽车工业的分工与合作,最大限度地利用国外资金、技术,激活存量资产,使管理、制造、研发、营销业务水平与国际接轨并明确提出“融入发展、做强做大、优先做强”的跨越式发展思路
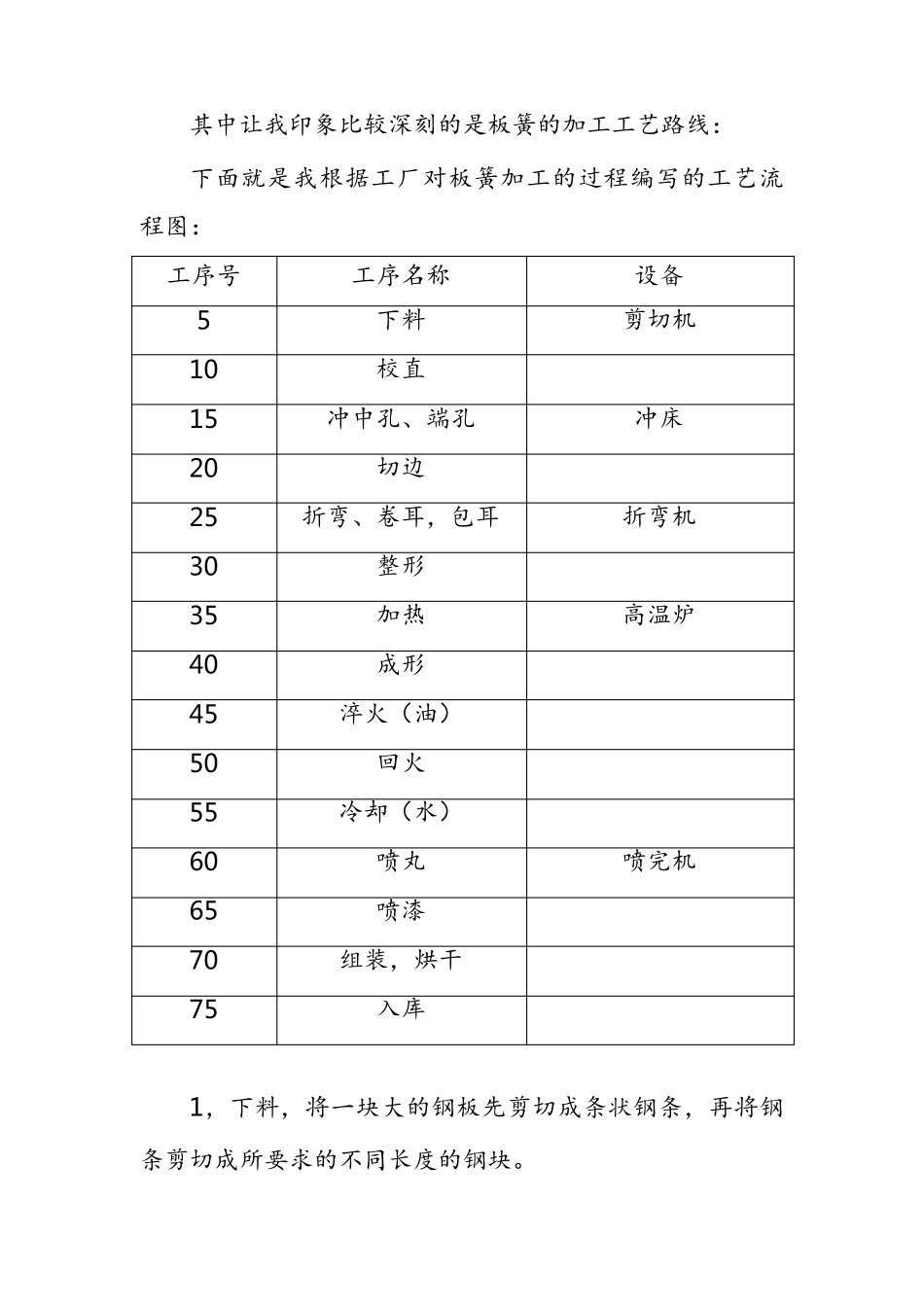
其中让我印象比较深刻的是板簧的加工工艺路线: 下面就是我根据工厂对板簧加工的过程编写的工艺流程图: 工序号 工序名称 设备 5 下料 剪切机 10 校直 15 冲中孔、端孔 冲床 20 切边 25 折弯、卷耳,包耳 折弯机 30 整形 35 加热 高温炉 40 成