对已经进行PLC、变频器改造的龙门刨床进行大修 B2龙门刨床电气大修工艺编制 一、 做好编制大修工艺前的技术准备:包括查阅资料、现场了解和制定方案
二、 编制大修工艺的分析 1.本设备距上次技术改造检修时间已经相隔 6 年,检修周期已到;从检修记录可以看出,改造时只是用变频器、PLC 对系统进行了改造,原有的正常元件没有更换及维护
2.设备现状:导线老化,接触器、行程开关等低压电器损坏频繁,编号脱落模糊,电动机需进行保养
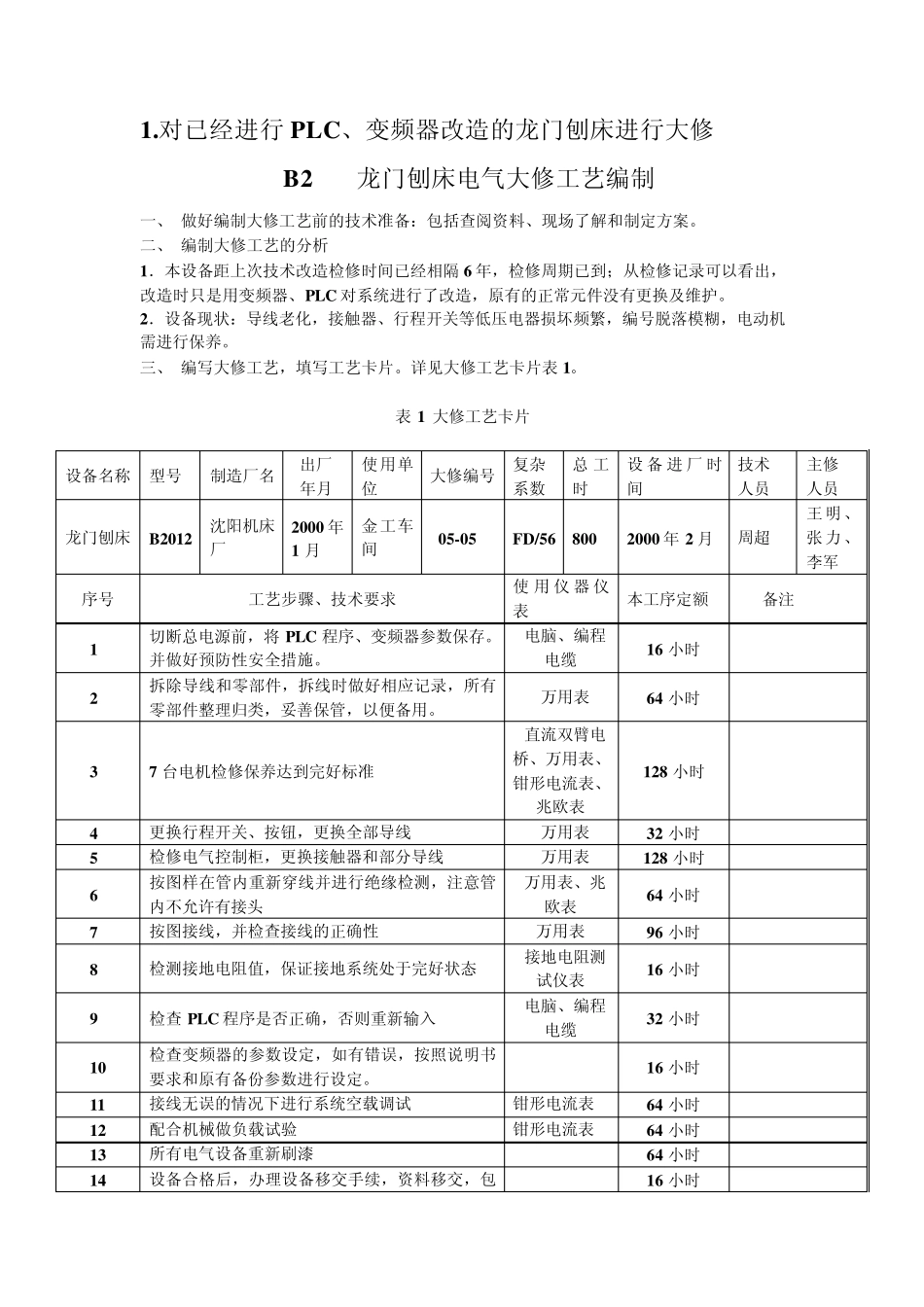
三、 编写大修工艺,填写工艺卡片
详见大修工艺卡片表 1
表 1 大修工艺卡片 设备名称 型号 制造厂名 出厂 年月 使用单位 大修编号 复杂 系数 总 工时 设 备 进厂 时间 技术 人员 主修 人员 龙门刨床 B2012 沈阳机床厂 2000 年1 月 金工车间 05-05 FD/56 800 2000 年 2 月 周超 王明、张力、李军 序号 工艺步骤、技术要求 使 用 仪 器 仪表 本工序定额 备注 1 切断总电源前,将 PLC 程序、变频器参数保存
并做好预防性安全措施
电脑、编程电缆 16 小时 2 拆除导线和零部件,拆线时做好相应记录,所有零部件整理归类,妥善保管,以便备用
万用表 64 小时 3 7 台电机检修保养达到完好标准 直流双臂电桥、万用表、钳形电流表、兆欧表 128 小时 4 更换行程开关、按钮,更换全部导线 万用表 32 小时 5 检修电气控制柜,更换接触器和部分导线 万用表 128 小时 6 按图样在管内重新穿线并进行绝缘检测,注意管内不允许有接头 万用表、兆欧表 64 小时 7 按图接线,并检查接线的正确性 万用表 96 小时 8 检测接地电阻值,保证接地系统处于完好状态 接地电阻测试仪表 16 小时 9 检查 PLC 程序是否正确,否则重新输入 电脑、编程电缆 32 小时 10 检查变频器的参数设定,如有错