母线加工与安装工艺守则 一、主题内容与适应范围 本守则适用于我厂产的所有低压开关设备及动力配电箱的母线加工和安装
除电气间隙和爬电距离外,其他原则也可用高压柜
二、母线的选用 母线应根据回路电流,按长期允许发执条件和动热稳定要求选用铝母线或铜母线及铜芯塑料线,所选用母线必须符合标准 GB5584-85《铝母线》和 GB55852-85《铜母线》的规定
选择时还应考虑竖放散热条件好,平放散热差对载量的影响,如用户另有要求,则按用户要求,选取合适的母线
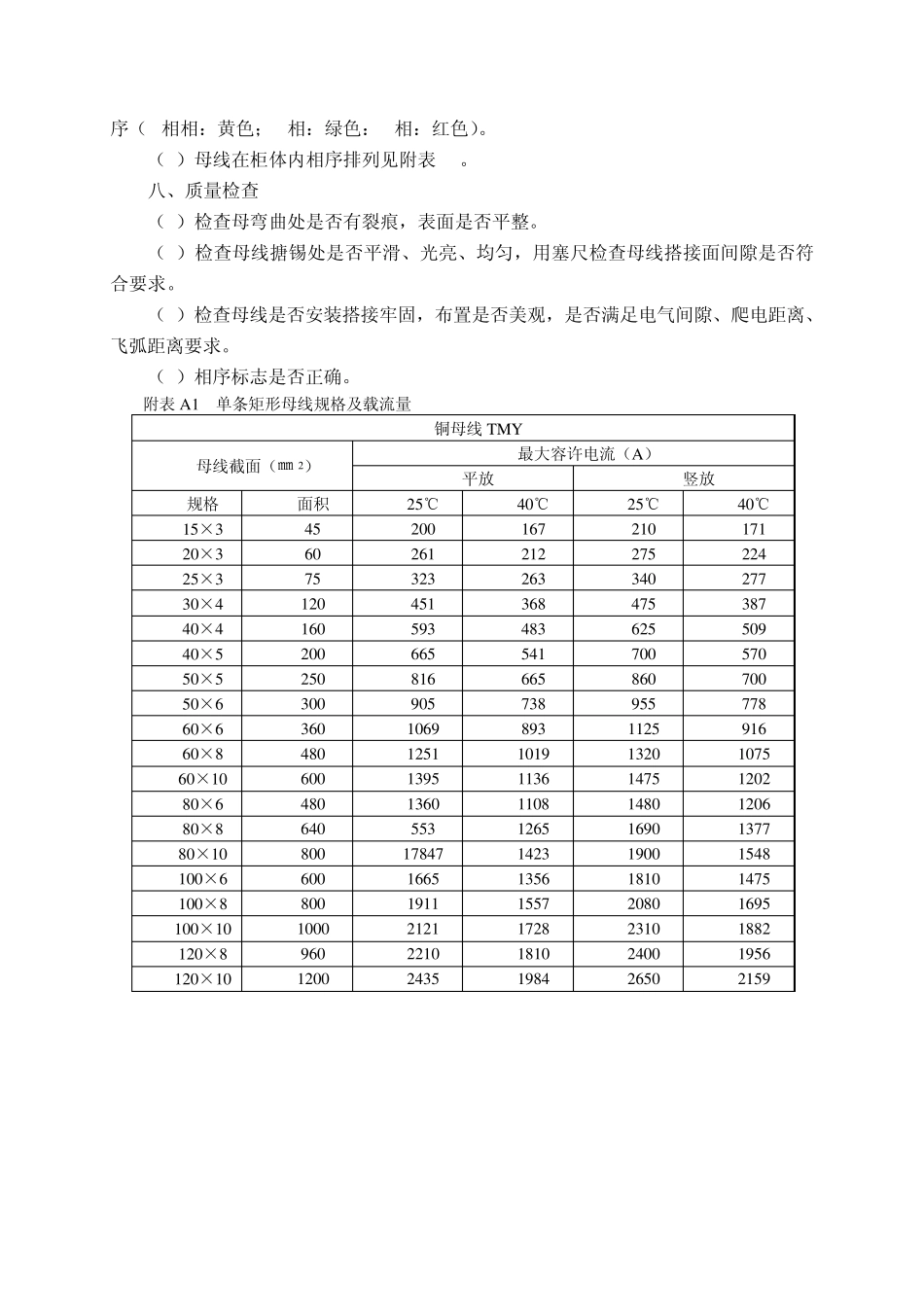
1、常用母线规格及载流量见附表 A1 2、铜芯塑料线见附表 A2 三、材料、设备及工具 1、各种规格螺栓、螺母、垫圈、和铜、铝接头 2、弯排切割机、冲床、钻床及钻头、手动弯排机、台虎钳、套筒板手、带板手、梅花板手、锉刀、划针、钢卷尺、角尺、钢皮尺、电工刀、螺丝刀、肃线钳、手电钻等
四、加工过程及工艺要求 1、母线材料在加工前,应进行外检查,如发现表面有裂、斑痕,凹坑及有杂技沉积物等或表面有较大气孔(铝母线直径大于 5㎜、深度大于 0
55㎜、铝母线直径大于 5㎜、深度大于 0
15㎜),应将该段剪掉
2、整段母线下料前应基本平直,如有明显不平或不直,应加以校正
3、按图样或样板尺寸下料(如在切割机上或冲床上切断),并去掉加工中的毛刺
(1)下料后发现有不平整、不直或扭曲的应用木锤等加以校正,校正后母线不应有明显锤痕
4、按母线自身要求或开关柜具体要求弯制母线,母线变曲时,注意不可用力过猛或速度过快,以免产生裂纹,同一相的两条并联母线其弯曲度应一致
(1)母线弯曲的最小允许半径见附表A3
(2)母线弯曲后不允许有裂纹
(3)同组母线折弯处在安装后应保持基本一致
5、母线开孔 (1)母线孔与螺栓规格的配合按附表A4选取
(2)按所用母线规格和搭接形式以及电器桩头形式确定开孔尺寸后,在钻床或冲床上钻孔或冲孔