三、轴系中心调整计算过程 1、轴系中心调整标准的选择 对于一台正在进行大修的机组在修前中心找出后决定对轴系中心进行调整时所面临的首要问题就是标准选择问题
到底按照什么样的标准去调整,调整到什么程度对于已经变化了的轴系中心即不能完全按照厂家标准又不能完全脱离厂家标准,这就要求我们在轴系中心调整计算中充分考虑到机组的实际运行情况和历次检修的经验对厂家标准进行修正完善,这样才有可能达到理想结果,在我厂 08 年#3机组第一次大修中对中、低压对轮中心的处理上,就遇到这一难题, 表架装在高压转子上用百分表测量,考虑到该型机组在膨胀方面存在问题,开机时高、中压缸膨胀不出去,# 3 轴承座以横销为死点前扬,磨#4 轴瓦下瓦
冷态时高、中压缸又收缩不到位,#3 轴承座后翅,磨#5 轴瓦上瓦如此情况导致冷态时所测对轮中心失真,必须对此进行适当修正
故当时在复装前将#4 瓦下部抽取0
50m m垫片,可是在大修完成试机过程中,高、中压缸仍旧胀不出去,#4瓦温度过高,只好再次将#4 瓦下部抽取0
20m m 垫片,这才顺利开起机来,此时,#4 瓦下部总抽取0
70m m 垫片,以上是我厂#3 机组第一次大修未进行整机轴系找中心调整的情况
总之,在计算调整轴系中心前必须有一个正确的标准,也就是说有一个正确的调整方向,这样才能保证整个调整工作的成功
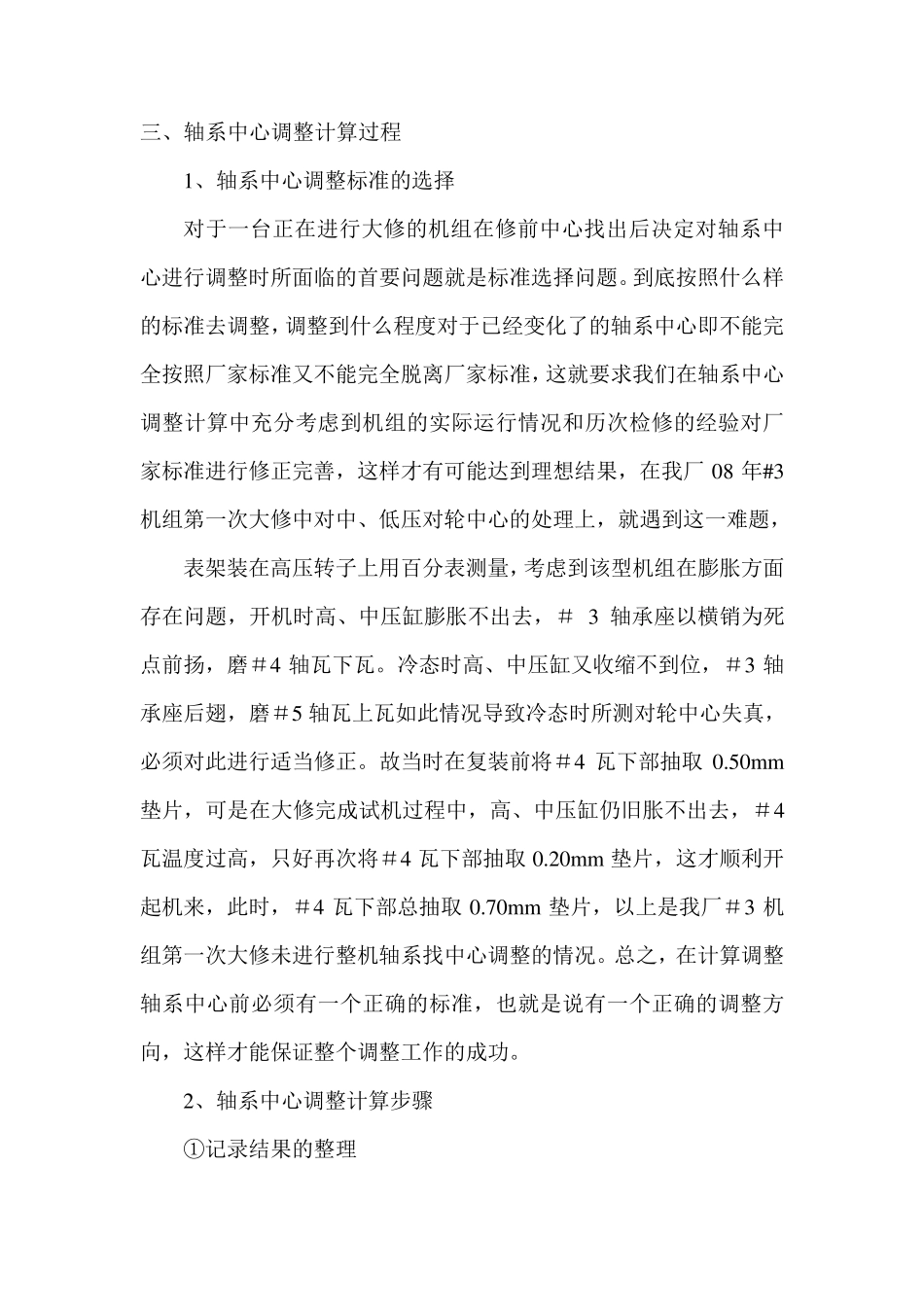
2、轴系中心调整计算步骤 ①记录结果的整理 将找中心测得的结果进行整理,并记录在 其中a=a1+a3/2 b=b2+b4/2 c=c1+c3/2 d=d2+d4/2 求出中心偏差值
端面:上下张口为b—d 左右张口为a—c 圆周高低位移为B—D/2 左右位移为A—C/2 中心偏差值应符合制造厂的规定,如无厂家规定,可参照下表: 联轴器形式 允许偏差m m 圆周 端面 挠性 0
06 半挠性 0
05 刚性 0
03 如不符