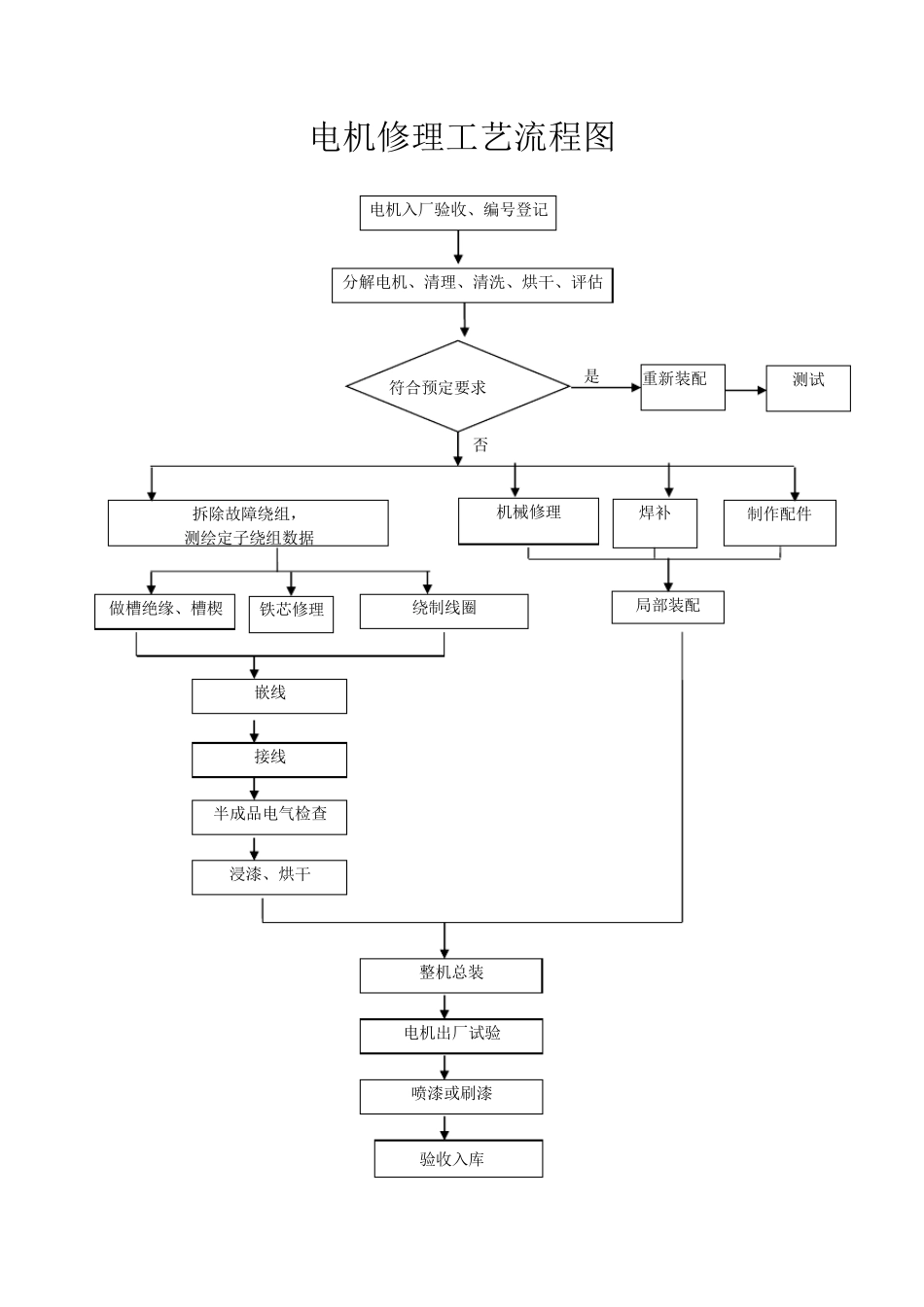
电机修理工艺流程图 重新装配 测试 焊补 做槽绝缘、槽楔 铁芯修理 整机总装 电机出厂试验 喷漆或刷漆 局部装配 电机入厂验收、编号登记 分解电机、清理、清洗、烘干、评估 符合预定要求 否 是 拆除故障绕组, 测绘定子绕组数据 机械修理 制作配件 绕制线圈 嵌线 接线 半成品电气检查 浸漆、烘干 验收入库 电动机修理技术标准 1 定子与转子 1
1 铁芯 1
1 绕组、铁芯应清扫干净,通风道不堵塞
2 铁芯的硅钢片间、铁芯与轴或壳间、铁芯与线圈支架间均不得松动,硅钢片间压力一般为(0
7~1)MPa,铁芯两端部的齿片应紧贴,其两端外涨量不得大于表108的数值
3 检修中重新压装的定、转子铁芯,其结构应符合生产厂家的技术文件要求
4 铁芯硅钢片的铁损和磁通密度应符合生产厂家的技术文件要求
2 绕组 表108 铁芯允许外涨量 单位为毫米 铁芯长度 每端允许涨出长度 ≤100 2 >100~200 3 >200~500 4 >500 5 1
1 更换绕组时其导线的规格应符合原设计的规定,实用导线的直径或截面不得小于表109的规定
2 绕组的绝缘等级应不低于原设计的等级标准
3 绕组的外形尺寸,绕组的端部径向不得高于铁芯表面,轴向应保证绕组与机壳间允许的最小间隙
表109 电机绕组导线直径或截面允许误差 圆铜线 mm 扁铜线 mm2 原设计直径 实用导线最大直径差 原设计截面 实用导线最大截面差% ≤0
003 ≤10 -3 >0
02 >10 -4 >0
2~6 -0
4 对有防电晕措施的电机,在检修后应具有同检修前相同的性能