1 Dd文件编号:TX ZD
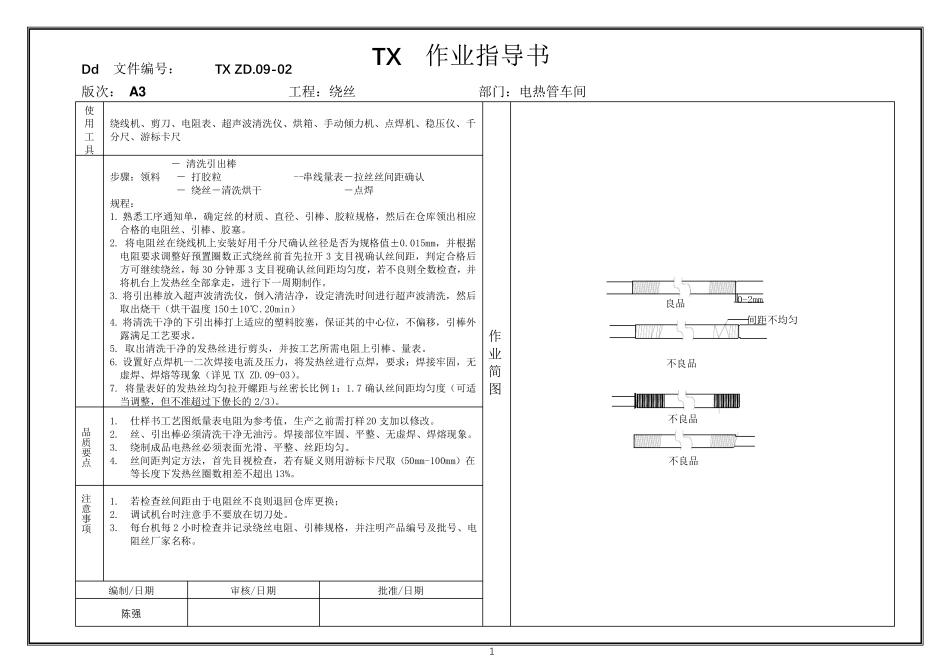
09-02 TX作业指导书 版次: A 3 工程:绕丝 部门:电热管车间 使用工具 绕线机、剪刀、电阻表、超声波清洗仪、烘箱、手动倾力机、点焊机、稳压仪、千分尺、游标卡尺 作业简图 间距不均匀不良品不良品不良品良品0-2mm - 清洗引出棒 步骤:领料 - 打胶粒 --串线量表-拉丝丝间距确认 - 绕丝-清洗烘干 -点焊 规程: 1
熟悉工序通知单,确定丝的材质、直径、引棒、胶粒规格,然后在仓库领出相应合格的电阻丝、引棒、胶塞
将电阻丝在绕线机上安装好用千分尺确认丝径是否为规格值±0
015mm,并根据电阻要求调整好预置圈数正式绕丝前首先拉开 3 支目视确认丝间距,判定合格后方可继续绕丝,每 30 分钟那 3 支目视确认丝间距均匀度,若不良则全数检查,并将机台上发热丝全部拿走,进行下一周期制作
将引出棒放入超声波清洗仪,倒入清洁净,设定清洗时间进行超声波清洗,然后取出烧干(烘干温度 150±10℃
20min) 4
将清洗干净的下引出棒打上适应的塑料胶塞,保证其的中心位,不偏移,引棒外露满足工艺要求
取出清洗干净的发热丝进行剪头,并按工艺所需电阻上引棒、量表
设置好点焊机一二次焊接电流及压力,将发热丝进行点焊,要求:焊接牢固,无虚焊、焊熔等现象(详见 TX ZD
09-03)
将量表好的发热丝均匀拉开螺距与丝密长比例 1:1
7 确认丝间距均匀度(可适当调整,但不准超过下僚长的2/3)
品质要点 1
仕样书工艺图纸量表电阻为参考值,生产之前需打样20 支加以修改
丝、引出棒必须清洗干净无油污
焊接部位牢固、平整、无虚焊、焊熔现象
绕制成品电热丝必须表面光滑、平整、丝距均匀
丝间距判定方法,首先目视检查,若有疑义则用游标卡尺取(50mm-100mm)在等长度下发热丝圈数相差不