(1)机械加工 机械加工设备主要有车床、钻床、镗铣床、磨床、滚齿机等
减速箱加工生产工艺流程: 根据公司生产计划,进行原材料及外购外协件采购,外购外协件经质量检验合格后入库,原材料经检验入库后,根据生产需要进行加工制造,其成品经检验合格后入库
所有入库外购外协件、自制成品件出库后转入装配车间,按装配工序进入装配,装配完成经检验合格后入库
产品零部件、配件机械加工生产工艺流程: 根据公司生产计划,进行原材料采购,经质量检验合格后入库,原材料出库后转入机械加工车间,按加工工序进入机床加工,加工完工经检验合格后,入库存放,待发货或者由下道生产环节领用
生产工艺流程见图 2-1
图 2-1 减速箱生产工艺流程图 (2)油套管加工 油套管加工包括油套管加工和接箍生产
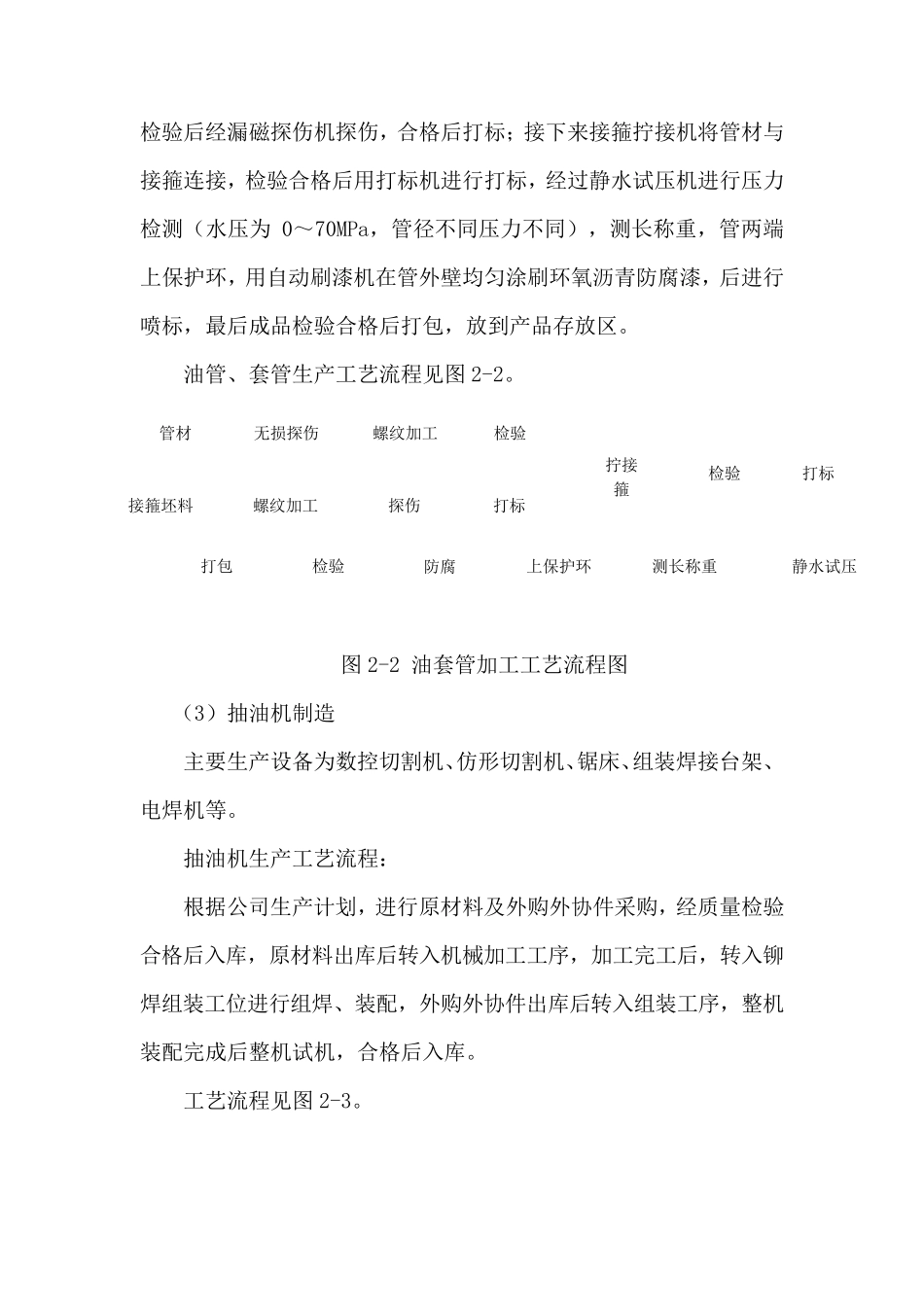
油套管生产工艺流程: 管材经过漏磁探伤机探伤,合格产品依次经数控管螺纹车床进行机械加工,检验合格备用;接箍坯料由数控管螺纹车床进行螺纹加工,原料 检验 机械加工 装配 入库 检验 外协配件 检验后经漏磁探伤机探伤,合格后打标;接下来接箍拧接机将管材与接箍连接,检验合格后用打标机进行打标,经过静水试压机进行压力检测(水压为0~70MPa,管径不同压力不同),测长称重,管两端上保护环,用自动刷漆机在管外壁均匀涂刷环氧沥青防腐漆,后进行喷标,最后成品检验合格后打包,放到产品存放区
油管、套管生产工艺流程见图 2-2
图 2-2 油套管加工工艺流程图 (3)抽油机制造 主要生产设备为数控切割机、仿形切割机、锯床、组装焊接台架、电焊机等
抽油机生产工艺流程: 根据公司生产计划,进行原材料及外购外协件采购,经质量检验合格后入库,原材料出库后转入机械加工工序,加工完工后,转入铆焊组装工位进行组焊、装配,外购外协件出库后转入组装工序,整机装配完成后整机试机,合格后入库
工艺流程见图 2-3
管材 无损探伤 螺纹加工