制作工艺 品质政策: 顾客满意 标准遵守 第一次做正确 上海程里电气设备制造有限公司 文件标题 制造部高频变压器制作工艺 文件编号 部门 制造部 工序 绕线 版本:01 页次:16/1 一
材料确认 1
1 BOBBIN 规格之确认
2 不用的 PIN 须剪去时,应在未绕线前先剪掉,以防绕完线后再剪除时会刮伤 W IRE 或剪错脚,而且可以避免绕线时缠错脚位
3 确认 BOBBIN 完整:不得有破损和裂缝
4 将 BOBBIN 正确插入治具,一般特殊标记为 1 脚(斜角为 PIN 1),如果图面无注明,则 1 脚朝机器
5 须包 TAPE 的先依工程图要求包好,紧靠 BOBBIN 两侧,再在指定的 PIN 上先缠线(或先钩线)后开始绕线,原则上绕线应在指定的范围内绕线
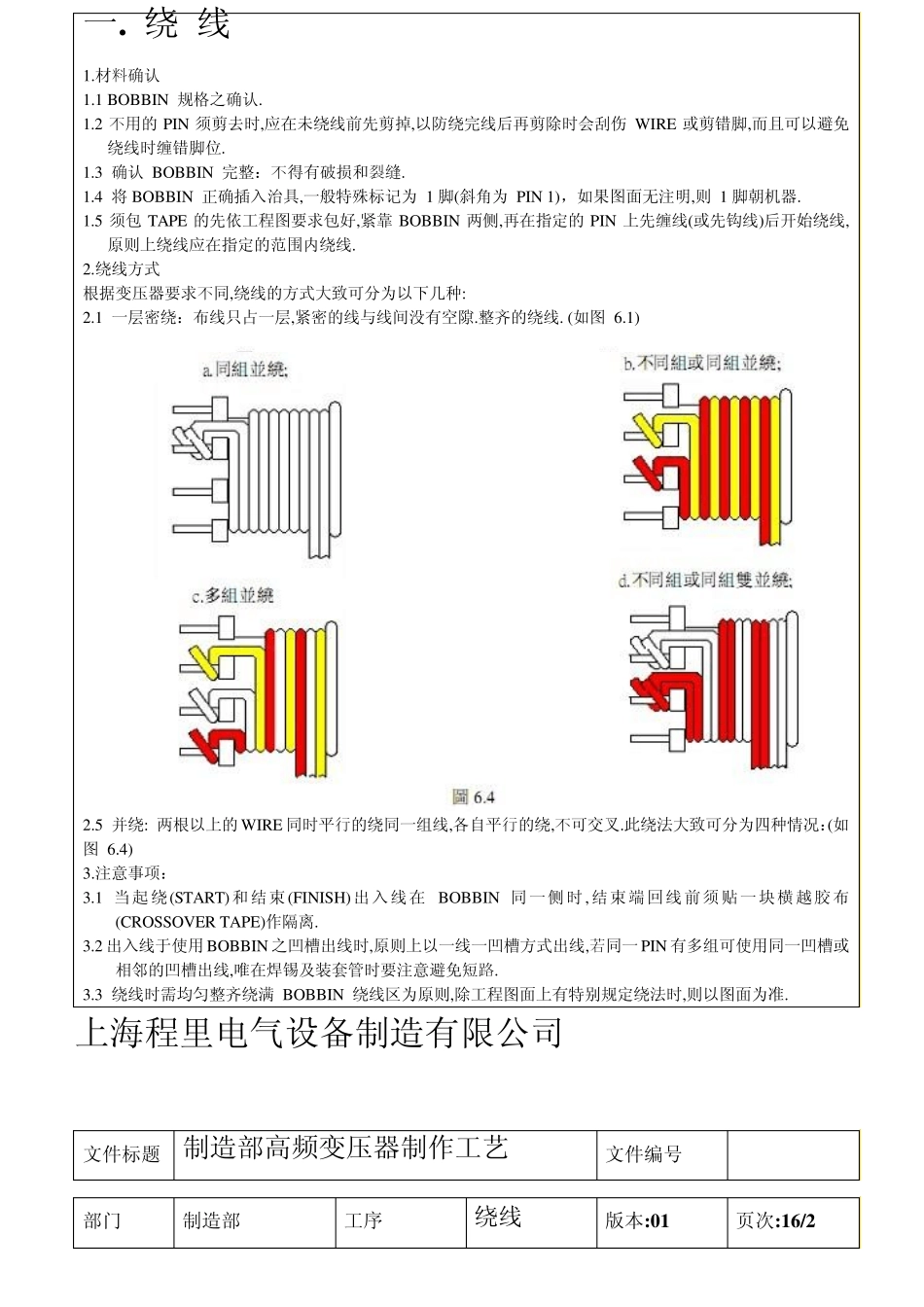
绕线方式 根据变压器要求不同,绕线的方式大致可分为以下几种: 2
1 一层密绕:布线只占一层,紧密的线与线间没有空隙
5 并绕: 两根以上的 W IRE 同时平行的绕同一组线,各自平行的绕,不可交叉
此绕法大致可分为四种情况:(如图 6
注意事项: 3
1 当起绕(START)和结束(FINISH)出入线在 BOBBIN 同一侧时,结束端回线前须贴一块横越胶布(CROSSOVER TAPE)作隔离
2 出入线于使用 BOBBIN 之凹槽出线时,原则上以一线一凹槽方式出线,若同一 PIN 有多组可使用同一凹槽或相邻的凹槽出线,唯在焊锡及装套管时要注意避免短路
3 绕线时需均匀整齐绕满 BOBBIN 绕线区为原则,除工程图面上有特别规定绕法时,则以图面为准
上海程里电气设备制造有限公司 文件标题 制造部高频变压器制作工艺 文件编号 部门 制造部 工序 绕线 版本:01 页次:16/2 3
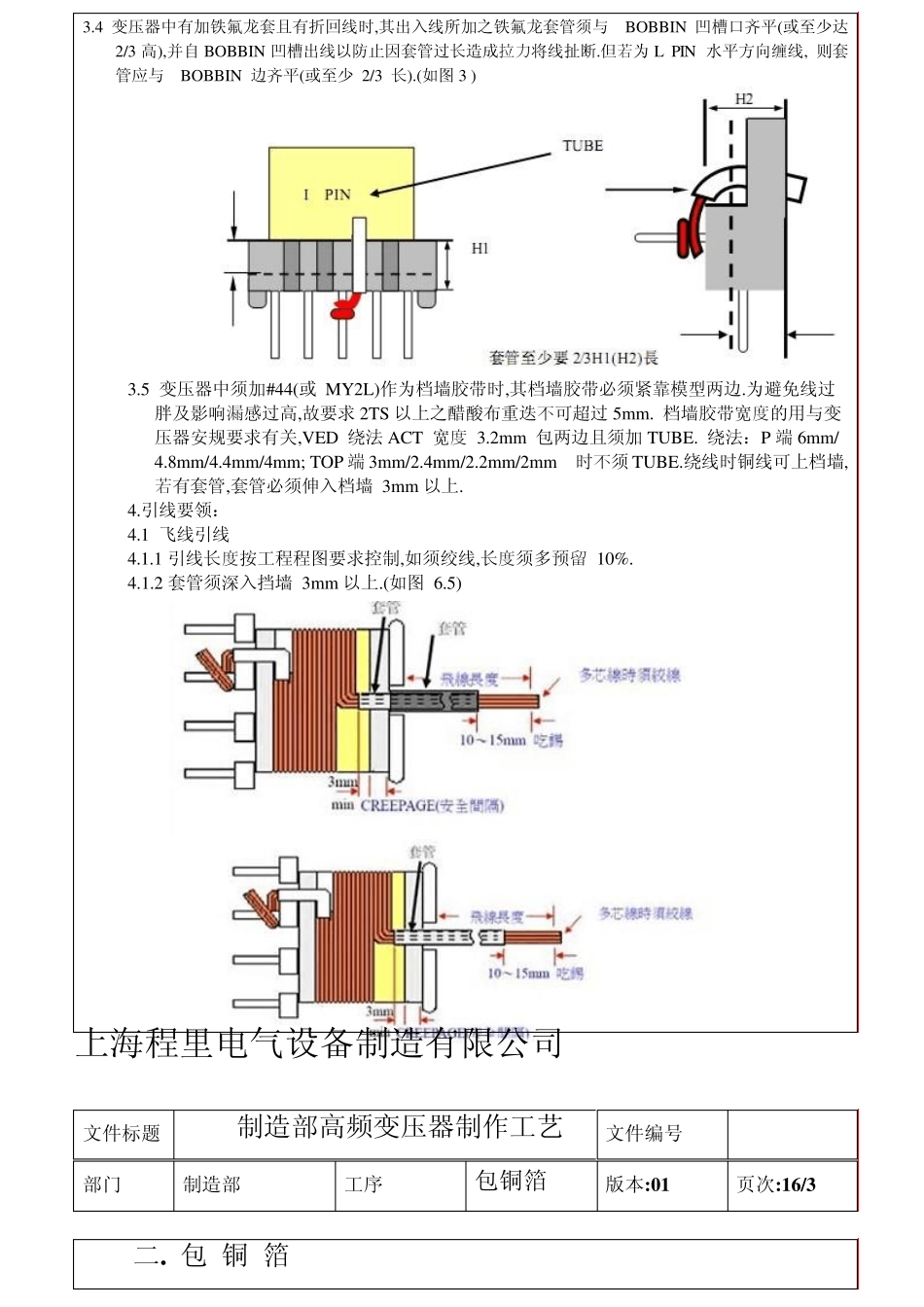
4 变压器中有加铁氟龙