3 3 第2章 金属切削原理与刀具 数控加工是普通金属加工技术的一种发展,是一种自动化程度更高的普通加工,它同样满足一般的金属切削加工规律
本章主要讲述金属切削原理和刀具的基础知识,目的是掌握金属加工中的一般规律
1 金属切削过程 2
1 切削层与切削参数 金属切削的过程是刀具与工件相互运动、相互作用的过程
刀具与工件的相对运动可以分解为两个方面,一个是主运动,另一个是进给运动
使工件与刀具产生相对运动而进行切削的最主要的运动,称为主运动
刀刃上选定点相对于工件的主运动速度称为切削速度
主运动特点是运动速度最高,消耗功率最大
主运动一般只有一个
保证金属的切削能连续进行的运动,称为进给运动
工件或刀具每转或每一行程时,工件和刀具在进给运动方向的相对位移量,称为进给量
进给运动的特点是运动速度低,消耗功率小
进给运动可以有几个,可以是连续运动,也可以是间歇运动
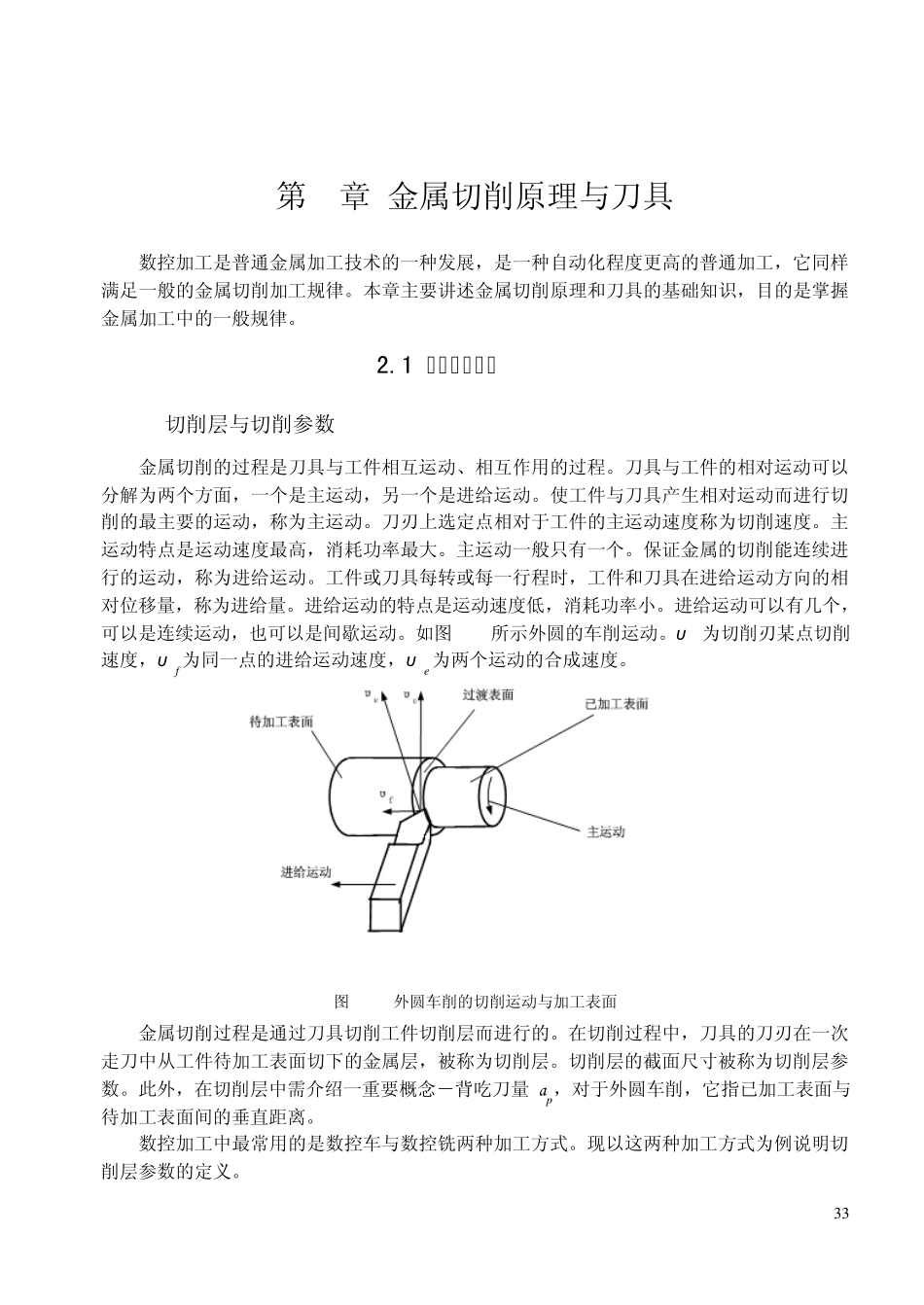
如图 2-1所示外圆的车削运动
υc为切削刃某点切削速度,υ f 为同一点的进给运动速度,υ e为两个运动的合成速度
图 2-1 外圆车削的切削运动与加工表面 金属切削过程是通过刀具切削工件切削层而进行的
在切削过程中,刀具的刀刃在一次走刀中从工件待加工表面切下的金属层,被称为切削层
切削层的截面尺寸被称为切削层参数
此外,在切削层中需介绍一重要概念-背吃刀量 ap ,对于外圆车削,它指已加工表面与待加工表面间的垂直距离
数控加工中最常用的是数控车与数控铣两种加工方式
现以这两种加工方式为例说明切削层参数的定义
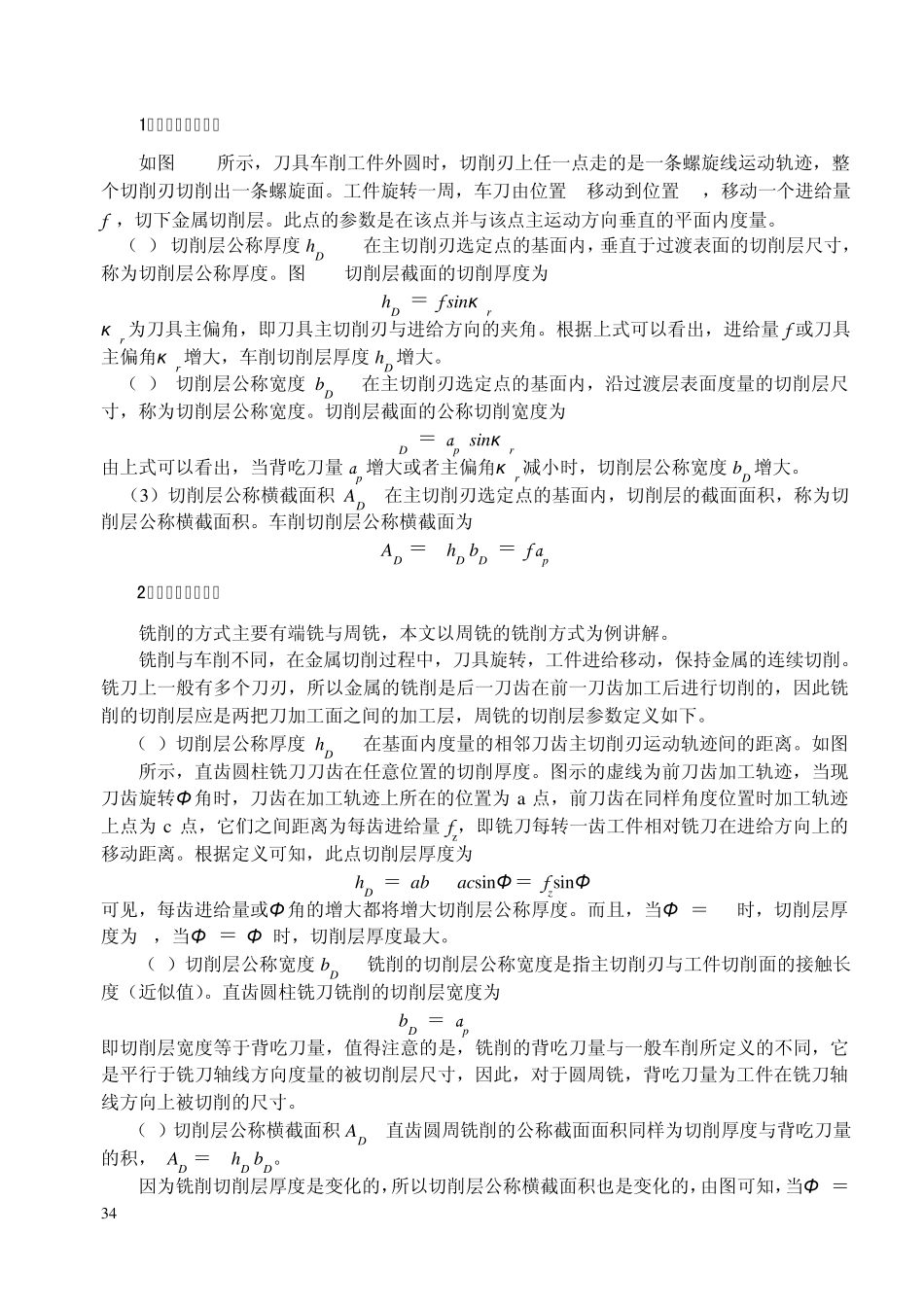
34 1.车削切削层参数 如图2-2所示,刀具车削工件外圆时,切削刃上任一点走的是一条螺旋线运动轨迹,整个切削刃切削出一条螺旋面
工件旋转一周,车刀由位置 I移动到位置 II,移动一个进给量f ,切下金属切削层
此点的参数是在该点并与该点主运动方向垂直的平面内度量
(1) 切削层公称厚度 hD