名翔恿線股份有限公司矯正與預防措施管理程序書文件編號MS-G2-1401制訂日期:89 年 11月 1 日修訂日期: 年 月 日 版次:版 頁 次第 1 頁共 5頁一、目的為確保產品品質發生異常時,能迅速消除不良原因,採取矯正預防措施,以防止問題再發生,並針對不良發生原因有效解決及執行防止再發生對策
二、範圍用於進料、製程中、成品、客訴、退貨與內部品質稽核等過程中所發生之不良情況
輕微異常:進料:在製程中可以修正者或現場調整機械設備即可恢復正常運作者,如原紗沾染油污面積或捻度不均部份 3﹪以下者
製程:現場操作人員能自行處理或調整即可回復至品質要求水準者
成品:即時發現即時更換或補正,可調整回復至品質要求水準者,如收縮膜污損、標籤貼錯或污損、紙盒污損…等
重大異常:進料:原紗起毛,捻度不均部分超過 3﹪者;染料連續三批進貨檢驗均不合格者
製程:染色不均亦無法即時調整至合乎品質要求時
成品:線管破裂,色層不一致時
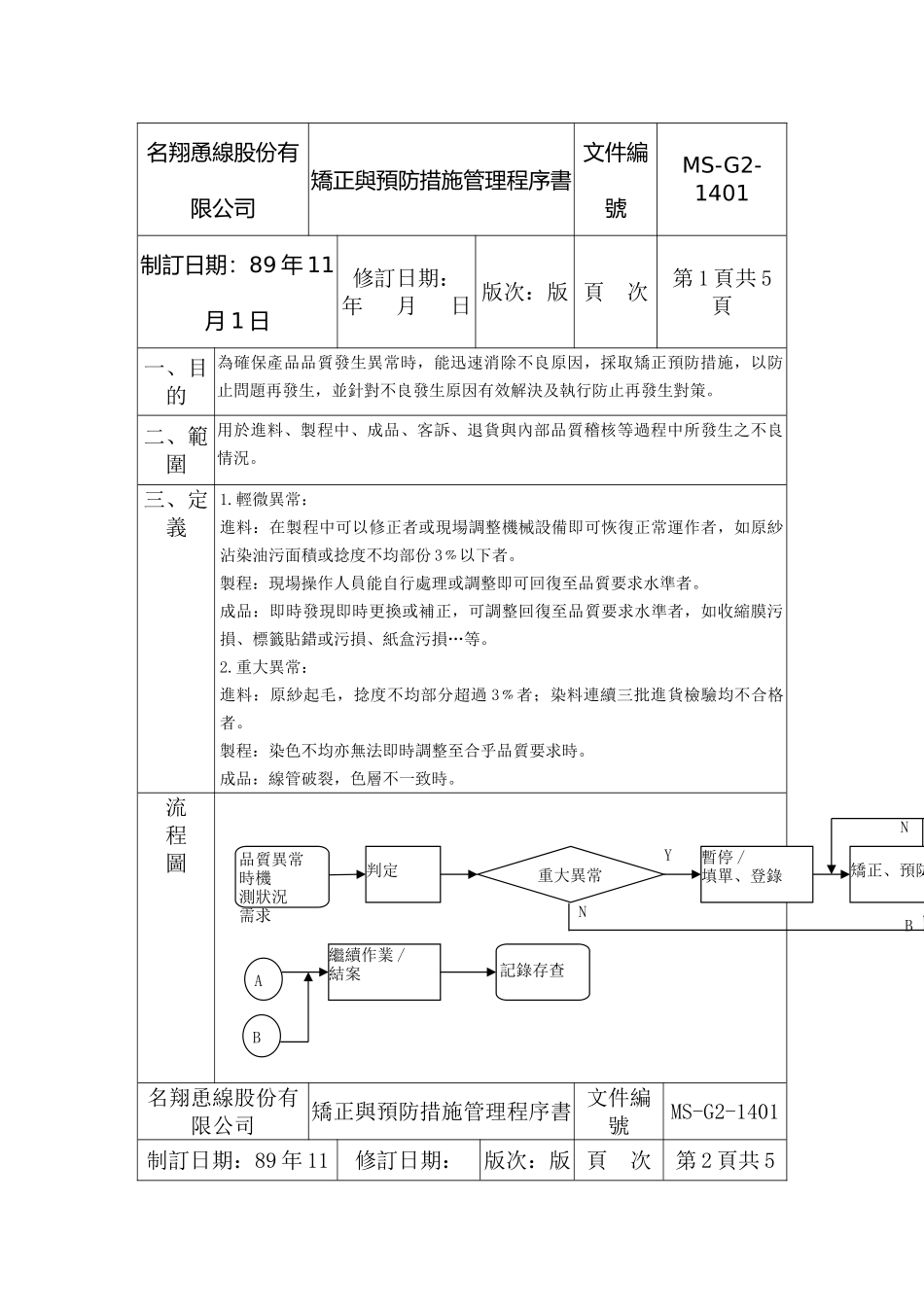
流程圖名翔恿線股份有限公司矯正與預防措施管理程序書 文件編號MS-G2-1401制訂日期:89 年 11修訂日期: 版次:版 頁 次第 2 頁共 5Y記錄存查A判定NA品質異常時機測狀況需求矯正、預防重大異常NY暫停 /填單、登錄繼續作業 /結案結果確認BB月 1 日年 月 日頁四、權責單位五、作業流程六、作業內容Who,When,Where,How to do,What七、參考文件八、應用表單No 流程相關單位1 品 質異 常時機品質異常時機進料檢驗品質有異常時
製程巡迴檢驗品質有異常時
成品檢驗品質有異常時
客訴產品有異常時
內部品質稽核有重大缺失時
廠務部營業部2 判定判定打樣員於進料時,在化驗室依【 進 料 檢 驗 程 序 書 】 (MS-P2-1001)之相關規定進行判定
相關單位人員於以下時間地點,依【製程巡迴檢驗程序書】(M