名翔恿線股份有限公司統計技術應用管理程序書文件編號MS-P2-2001制訂日期:89 年10 月 26 日修訂日期: 年 月 日版次:版頁 次第 1 頁共 4頁一、目的於品質系統中運用各項統計技術以驗證並分析製程能力、產品特性能力與相關之品質資料,並掌握問題以進行分析擬訂改善對策,以穩定製程及降低不良率,進而提昇產品品質
二、範圍從進料、製程管制、成品出貨、客戶抱怨、客戶退貨與服務均適用之
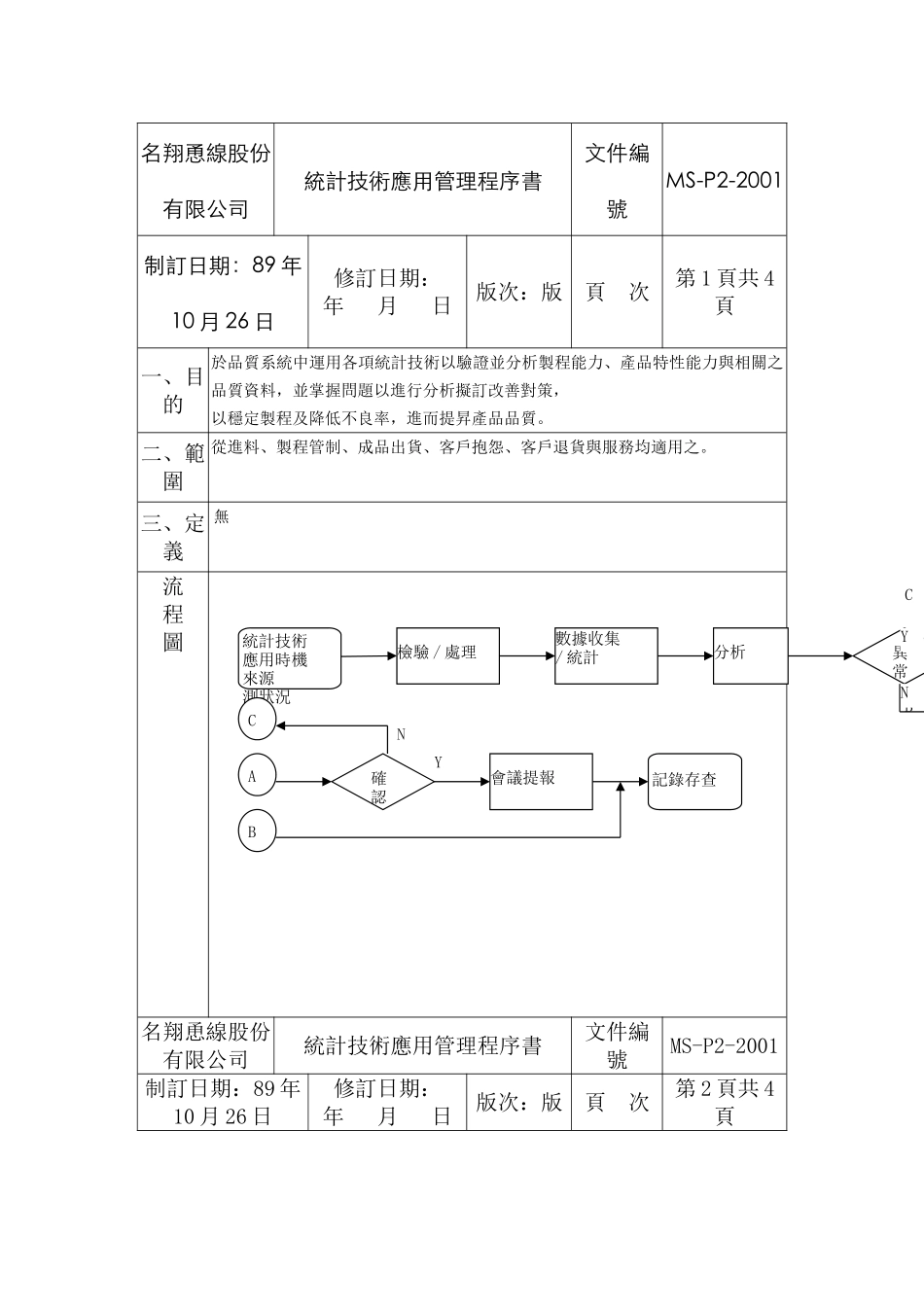
三、定義無流程圖名翔恿線股份有限公司統計技術應用管理程序書文件編號MS-P2-2001制訂日期:89 年10 月 26 日修訂日期: 年 月 日版次:版頁 次第 2 頁共 4頁記錄存查YAA統計技術應用時機來源測狀況需求檢驗 / 處理BBN異常分析確認Y會議提報N數據收集/ 統計CC四、權責單位五、作業流程六、作業內容Who,When,Where,How to do,What七、參考文件八、應用表單No 流程相關單位1 統計技術應用時機統計技術應用時機為控制進料品質時
為控制半成品品質時
為控制成品品質時
為降低客戶抱怨次數時
為降低客戶退貨次數與數量時
資料之彙整與綜合
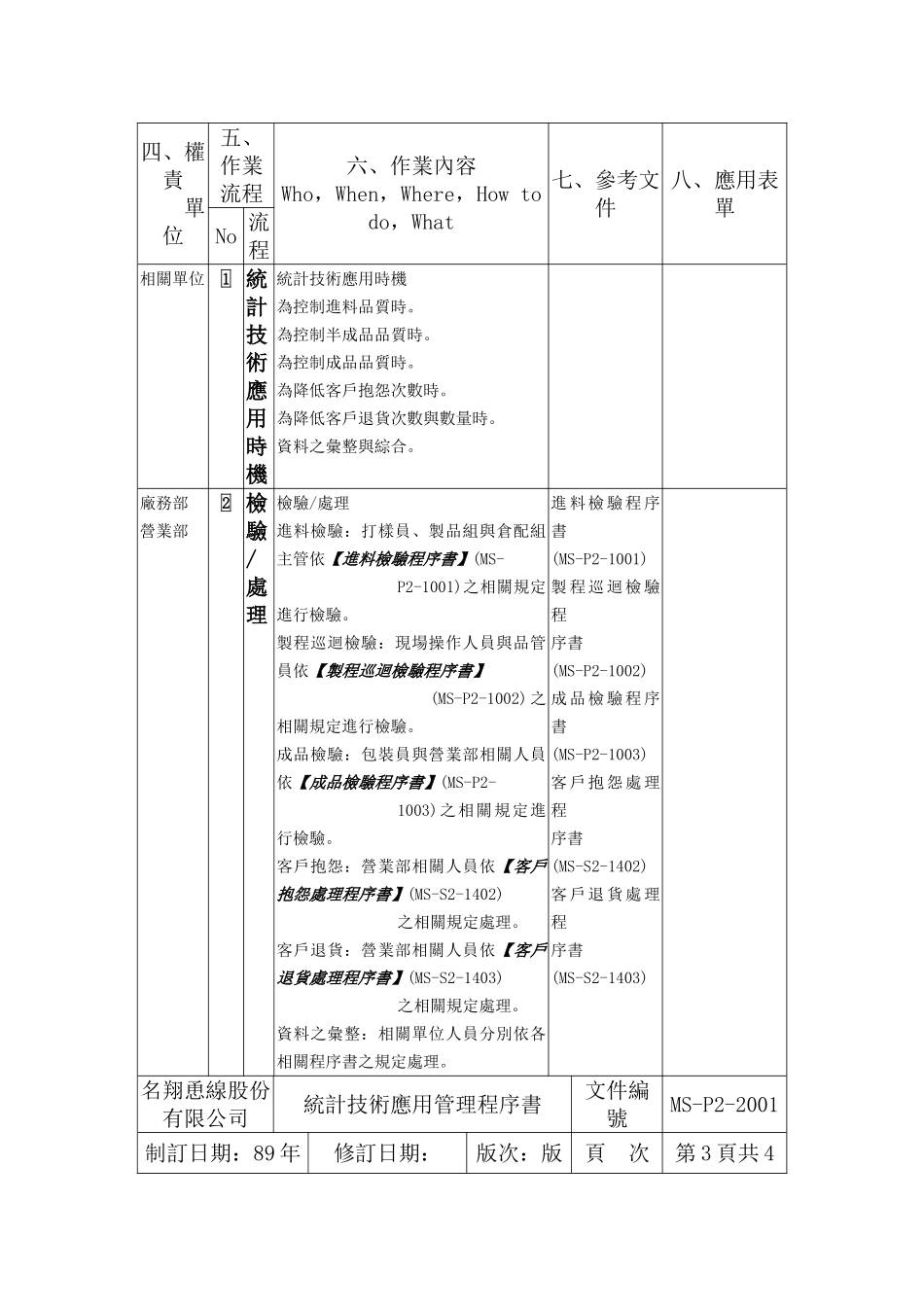
廠務部營業部2 檢驗/處理檢驗/處理進料檢驗:打樣員、製品組與倉配組主管依【進料檢驗程序書】(MS-P2-1001)之相關規定進行檢驗
製程巡迴檢驗:現場操作人員與品管員依【製程巡迴檢驗程序書】(MS-P2-1002) 之相關規定進行檢驗
成品檢驗:包裝員與營業部相關人員依【成品檢驗程序書】(MS-P2-1003)之相關規定進行檢驗
客戶抱怨:營業部相關人員依【客戶抱怨處理程序書】(MS-S2-1402)之相關規定處理
客戶退貨:營業部相關人員依【客戶退貨處理程序書】(MS-S2-1403)之相關規定處理
資料之彙整:相關單位人員分別依各相關程序書之規定處理
進料檢驗程序書(MS-P2-1001)製程巡迴檢驗程序書(M