“V法铸造工艺及应用〞中国海洋大学 王树杰 一、概述1.工作原理、工作过程真空密封造型,是一种物理造型法,在铸造的各类造型法中,被称为第三代造型法
它是利用塑料薄膜密封砂箱,并依靠真空泵抽出型内空气,造成铸型内外有压力差,使干砂紧实,以形成所需型腔的一种物理造型方法
因此,真空密封造型又名“负压造型法〞或“减压造型法〞
国外取英文 Vacuum〔真空〕一词的字头,而简称之为 V 法
V 法的造型工艺过程如下:1〕制造带有抽气箱和抽气孔模板
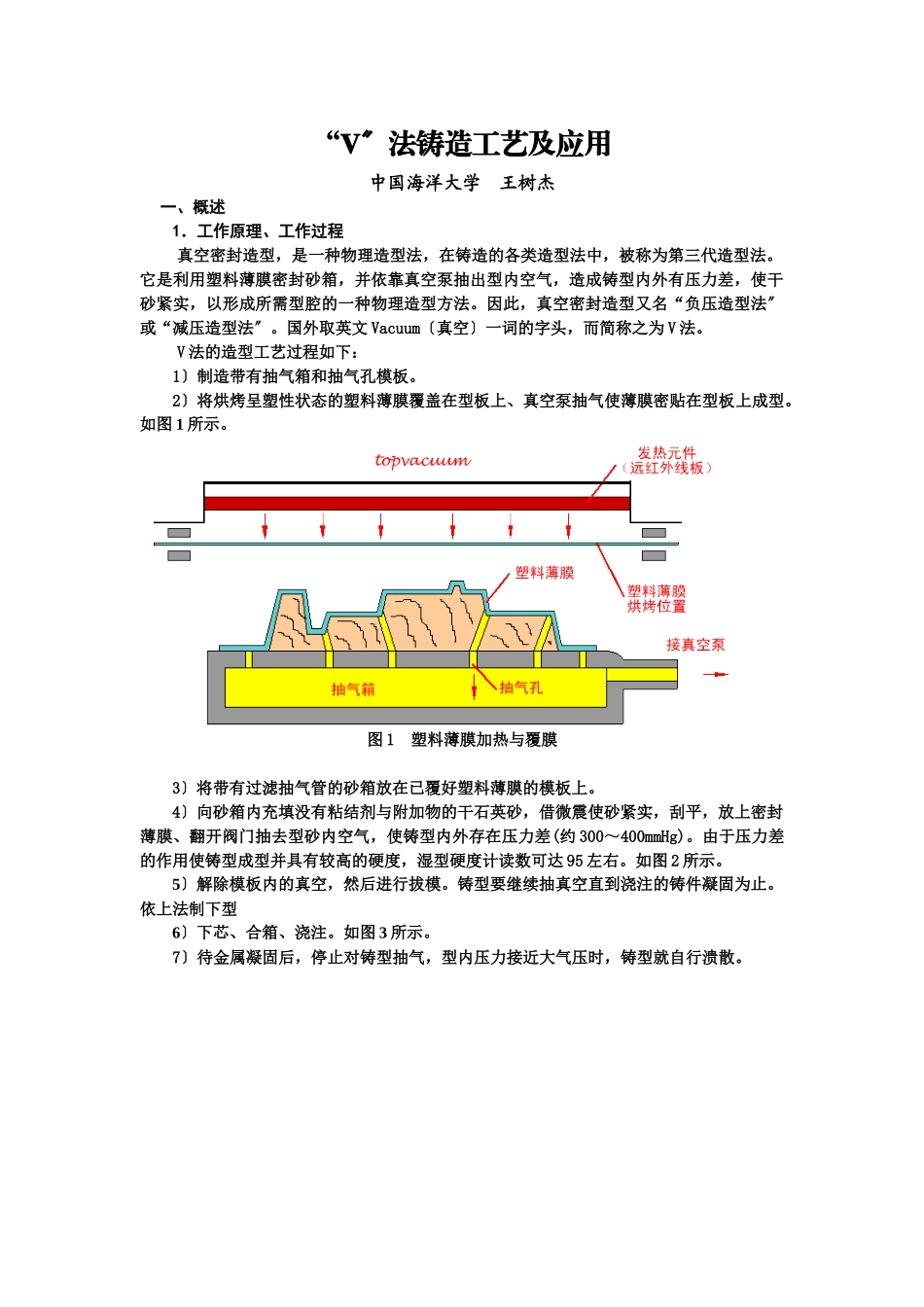
2〕将烘烤呈塑性状态的塑料薄膜覆盖在型板上、真空泵抽气使薄膜密贴在型板上成型
如图 1 所示
图 1 塑料薄膜加热与覆膜3〕将带有过滤抽气管的砂箱放在已覆好塑料薄膜的模板上
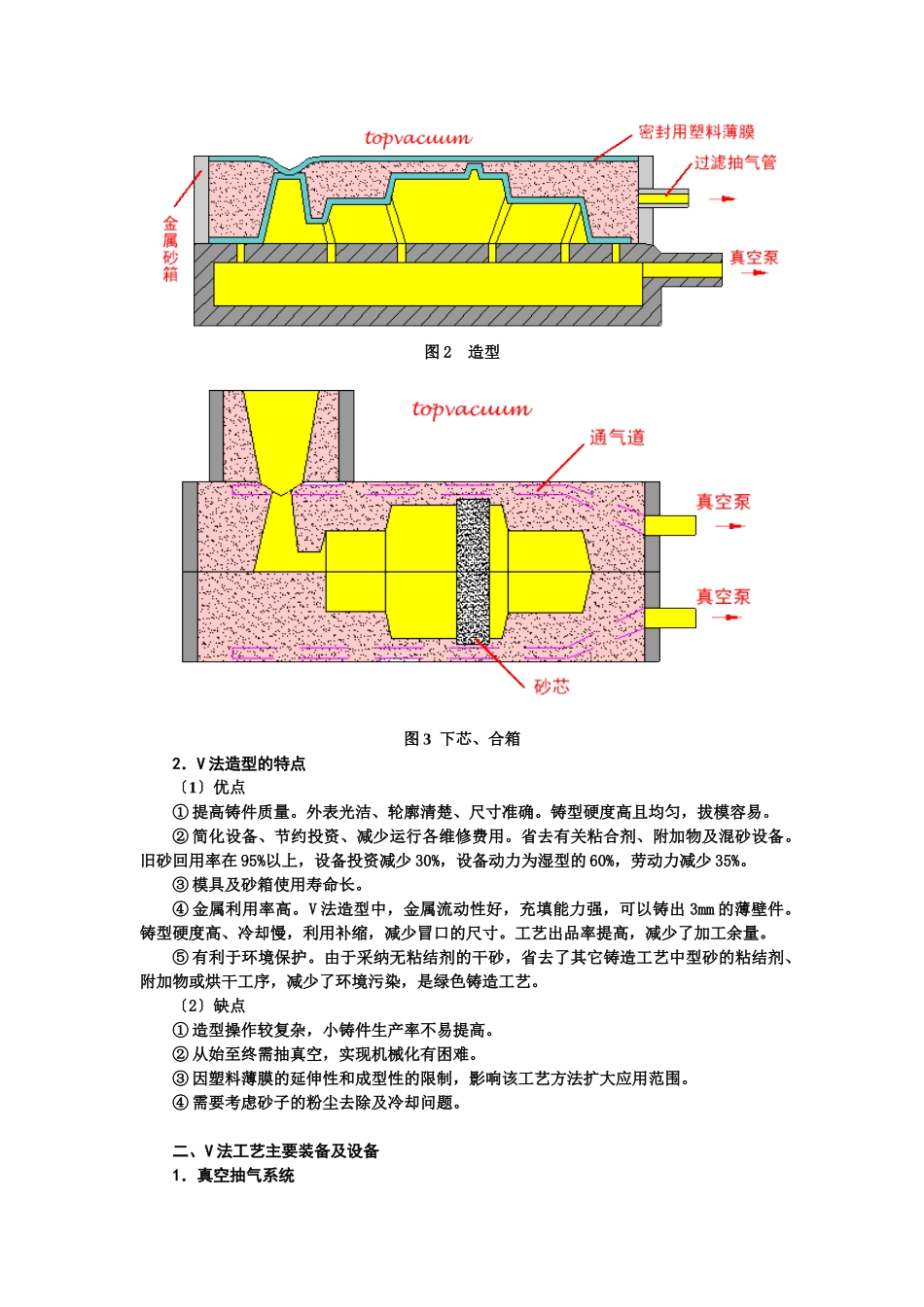
4〕向砂箱内充填没有粘结剂与附加物的干石英砂,借微震使砂紧实,刮平,放上密封薄膜、翻开阀门抽去型砂内空气,使铸型内外存在压力差(约 300~400mmHg)
由于压力差的作用使铸型成型并具有较高的硬度,湿型硬度计读数可达 95 左右
如图 2 所示
5〕解除模板内的真空,然后进行拔模
铸型要继续抽真空直到浇注的铸件凝固为止
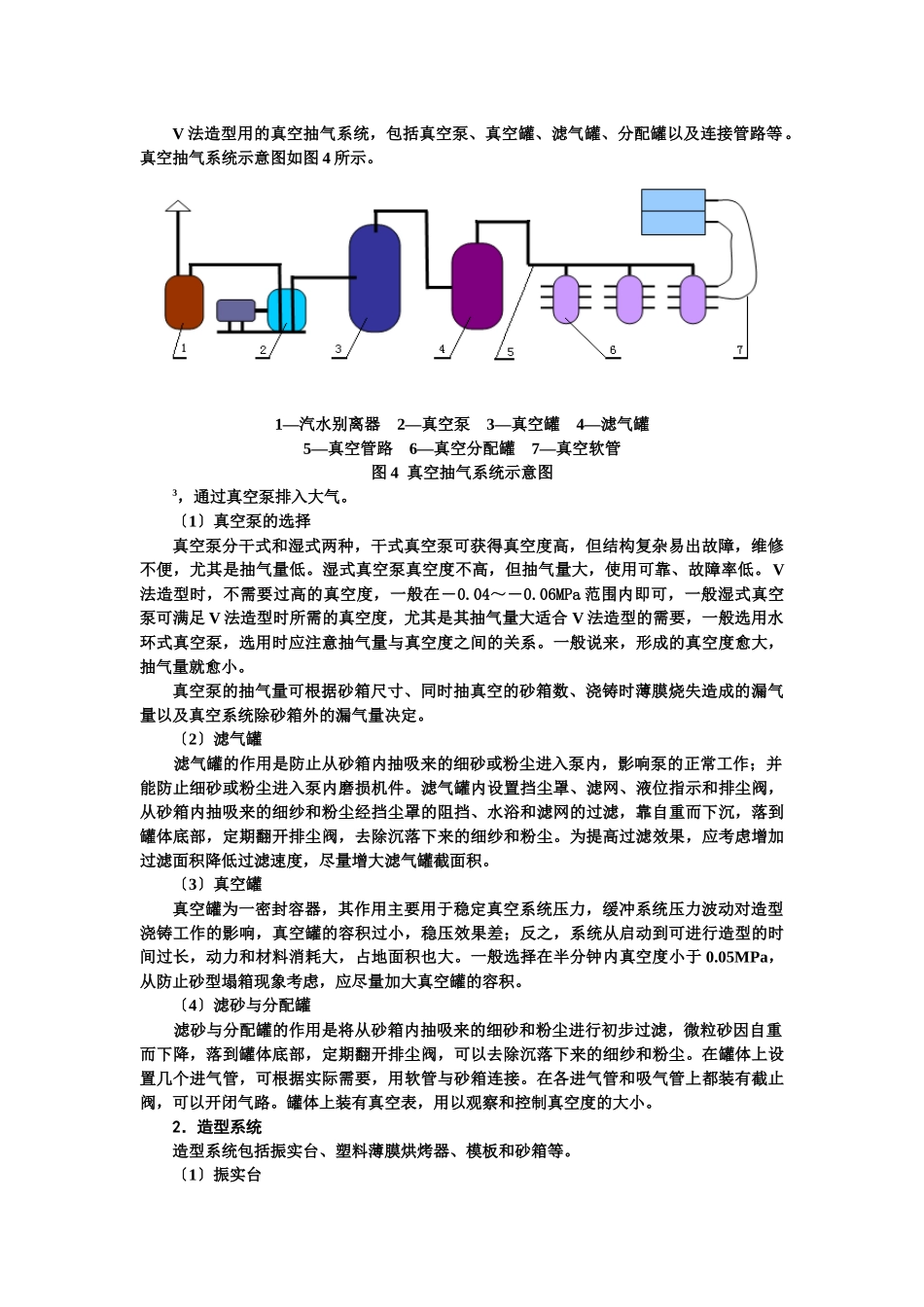
依上法制下型6〕下芯、合箱、浇注
如图 3 所示
7〕待金属凝固后,停止对铸型抽气,型内压力接近大气压时,铸型就自行溃散
图 2 造型图 3 下芯、合箱2.V 法造型的特点〔1〕优点① 提高铸件质量
外表光洁、轮廓清楚、尺寸准确
铸型硬度高且均匀,拔模容易
② 简化设备、节约投资、减少运行各维修费用
省去有关粘合剂、附加物及混砂设备
旧砂回用率在 95%以上,设备投资减少 30%,设备动力为湿型的 60%,劳动力减少 35%
③ 模具及砂箱使用寿命长
④ 金属利用率高
V 法造型中,金属流动性好,充填能力强,可以铸出 3mm 的薄壁件
铸型硬度高、冷却慢,利用补缩,减少冒口的尺寸
工艺出品率提高,减少了加工余量
⑤ 有利于环境保护