1施工的重点、难点、关键技术工艺分析及解决方案序号施工重点、难点关键技术、工艺分析解决方案及保证措施做好管道施工图的1施工深化设计1
施工前先要全面清楚了解设计图纸内容要求,做好图纸会审准备工作,积极协助设计单位发现存在设计中的错、漏、碰、缺等问题,及时纠正,以保证本工程施工进度和工程质量
利用管道仿真技术,绘制管道立体模型,方便施工管理,及时发现管道之间冲突干涉等问题
施工进度计划的保证1
根据现场具体情况,对业主给定的工期目标进行深入的分析和论证,对总体工期目标进行分解,进一步落实实现工期目标所需的资源条件
在充分调杳研究的基础上编制切实可行的总体和分阶段的施工进度计划,并逐项落实到施工区段中去
在工程实施过程中,要不断的对计划进行跟踪和调整,定期或不定期的跟踪检杳进度计划的执行情况,如计划执行出现偏差,及时采取纠正措施或进行必要的调整
实施进度计划控制要充分利用计算机,采用适宜的工程管理软件,利用工程网络计划原理和计算机网络资源,及时的获取业主和项目各参与方的进度控制信息,实现多级网络计划控制
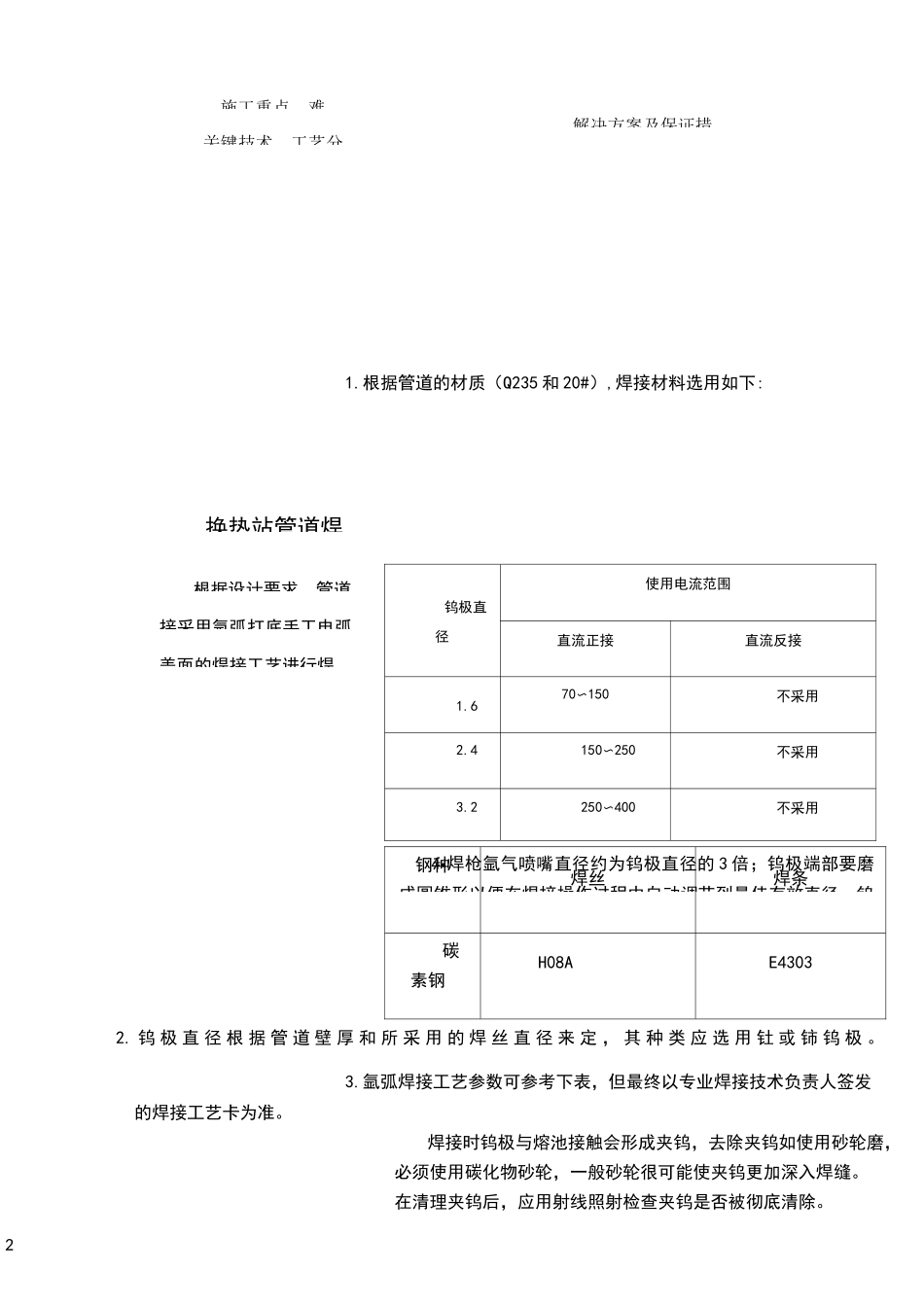
2施工重点、难关键技术、工艺分解决方案及保证措换热站管道焊根据设计要求,管道接采用氩弧打底手工电弧盖面的焊接工艺进行焊钨极直径使用电流范围直流正接直流反接1
670〜150不采用2
4150〜250不采用3
2250〜400不采用1
根据管道的材质(Q235 和 20#),焊接材料选用如下:钢种焊丝焊条碳素钢H08AE43032
钨 极 直 径 根 据 管 道 壁 厚 和 所 采 用 的 焊 丝 直 径 来 定 , 其 种 类 应 选 用 钍 或 铈 钨 极
氩弧焊接工艺参数可参考下表,但最终以专业焊接技术负责人签发的焊接工艺卡为准
焊接时钨极与熔池接触会形成夹钨,去除夹钨如使用砂轮磨,必须使用碳化物砂轮,一般砂轮很可能使夹钨更加深入焊缝