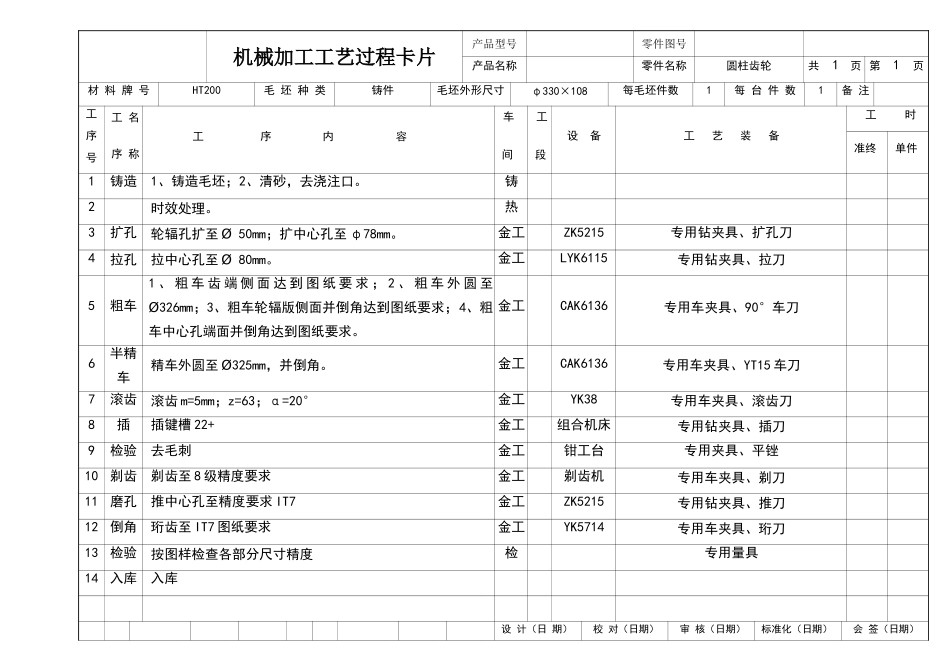
机械加工工艺过程卡片产品型号零件图号产品名称零件名称圆柱齿轮共1页 第1页材 料 牌 号HT200毛 坯 种 类铸件毛坯外形尺寸φ330×108每毛坯件数1每 台 件 数1备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工 段设 备工 艺 装 备 工 时 准终 单件1铸造1、铸造毛坯;2、清砂,去浇注口
铸2时效处理
热3扩孔轮辐孔扩至 Ø 50mm;扩中心孔至 φ78mm
金工ZK5215专用钻夹具、扩孔刀4拉孔拉中心孔至 Ø 80mm
金工LYK6115专用钻夹具、拉刀5粗车1 、 粗 车 齿 端 侧 面 达 到 图 纸 要 求 ; 2 、 粗 车 外 圆 至Ø326mm;3、粗车轮辐版侧面并倒角达到图纸要求;4、粗车中心孔端面并倒角达到图纸要求
金工CAK6136专用车夹具、90°车刀6半精车精车外圆至 Ø325mm,并倒角
金工CAK6136专用车夹具、YT15 车刀7滚齿滚齿 m=5mm;z=63;α=20°金工YK38专用车夹具、滚齿刀8插插键槽 22+金工组合机床专用钻夹具、插刀9检验去毛刺金工钳工台专用夹具、平锉10剃齿剃齿至 8 级精度要求金工剃齿机专用车夹具、剃刀11磨孔推中心孔至精度要求 IT7金工ZK5215专用钻夹具、推刀12倒角珩齿至 IT7 图纸要求金工YK5714专用车夹具、珩刀13检验按图样检查各部分尺寸精度检专用量具14入库入库 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号签 字 日 期标记 处数 更改文件号签 字 日 期