熔化极 CO2焊接过程熔滴过渡成型二班 一、 实验目的通过实验了解 CO2气体保护焊设备的组成,熟悉 CO2气体保护操作过程和焊接法律规范调整方法,对几种典型熔滴过渡的形成条件及其对焊缝成形和焊接飞溅的影响有更深化的了解
二、 概述在熔化极气体保护电弧焊接方法中,惰性气体保护焊(MIG 焊)和二氧化碳气体保护焊(CO2焊)占有重要地位
在熔化极电弧焊过程中,焊丝端部金属受热熔化形成熔滴,并在多种力联合作用下向熔池过渡
熔滴过渡(Metal Transfer)对焊接过程稳定性、焊缝成形、焊接飞溅等有显著影响
在不同的弧焊工艺条件下,化极气体保护焊熔滴过渡呈现不同的形式:自由过渡一一熔滴经电弧空间飞行至熔池,焊丝端部与熔池不发生直接接触;接触过渡一一焊丝端部熔滴与熔池表面发生触进而过渡;在细丝小电流低电压 CO2焊接过程中,短路过渡是典型的熔滴过渡方式,属于接触过渡类型
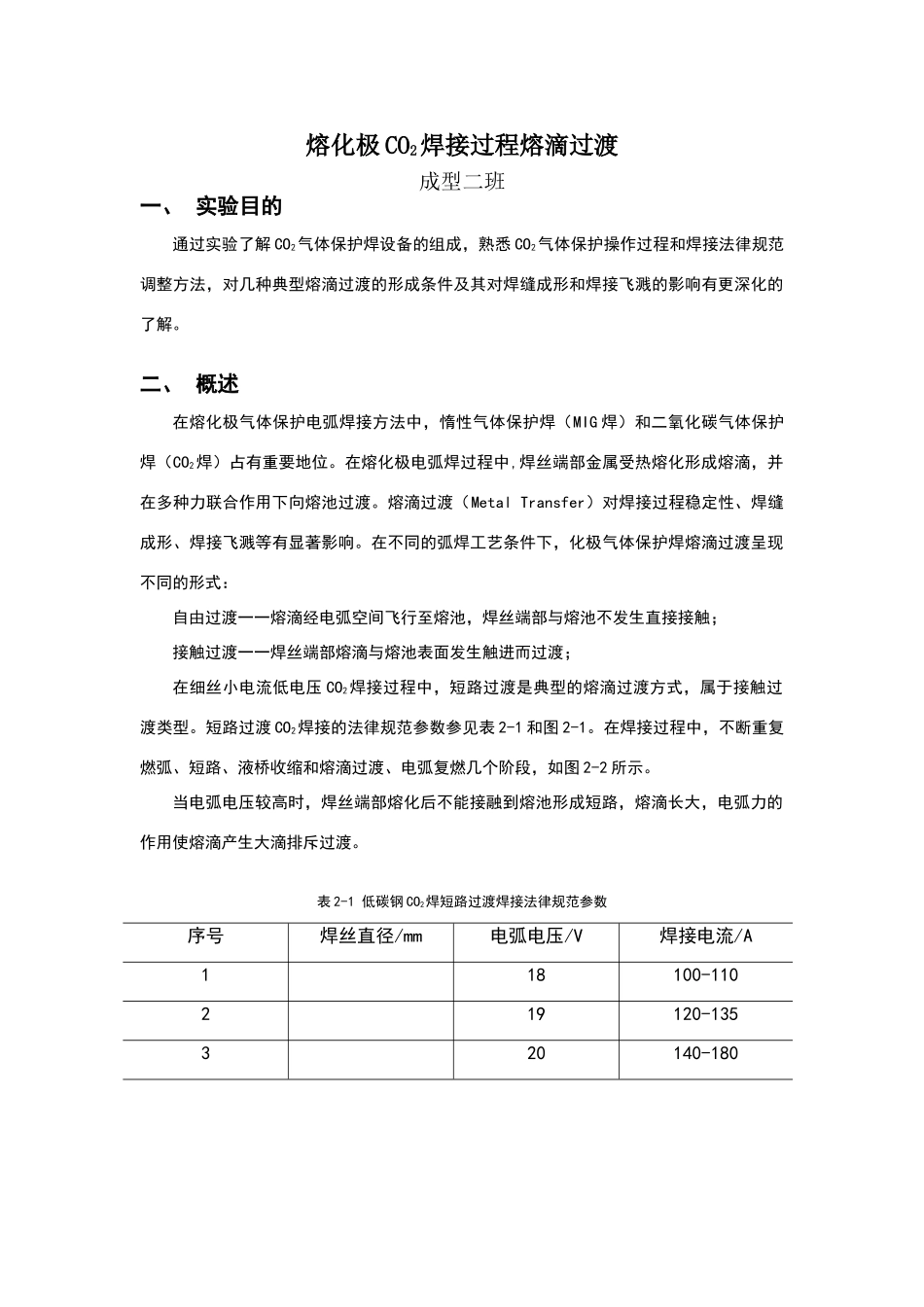
短路过渡 CO2焊接的法律规范参数参见表 2-1 和图 2-1
在焊接过程中,不断重复燃弧、短路、液桥收缩和熔滴过渡、电弧复燃几个阶段,如图 2-2 所示
当电弧电压较高时,焊丝端部熔化后不能接融到熔池形成短路,熔滴长大,电弧力的作用使熔滴产生大滴排斥过渡
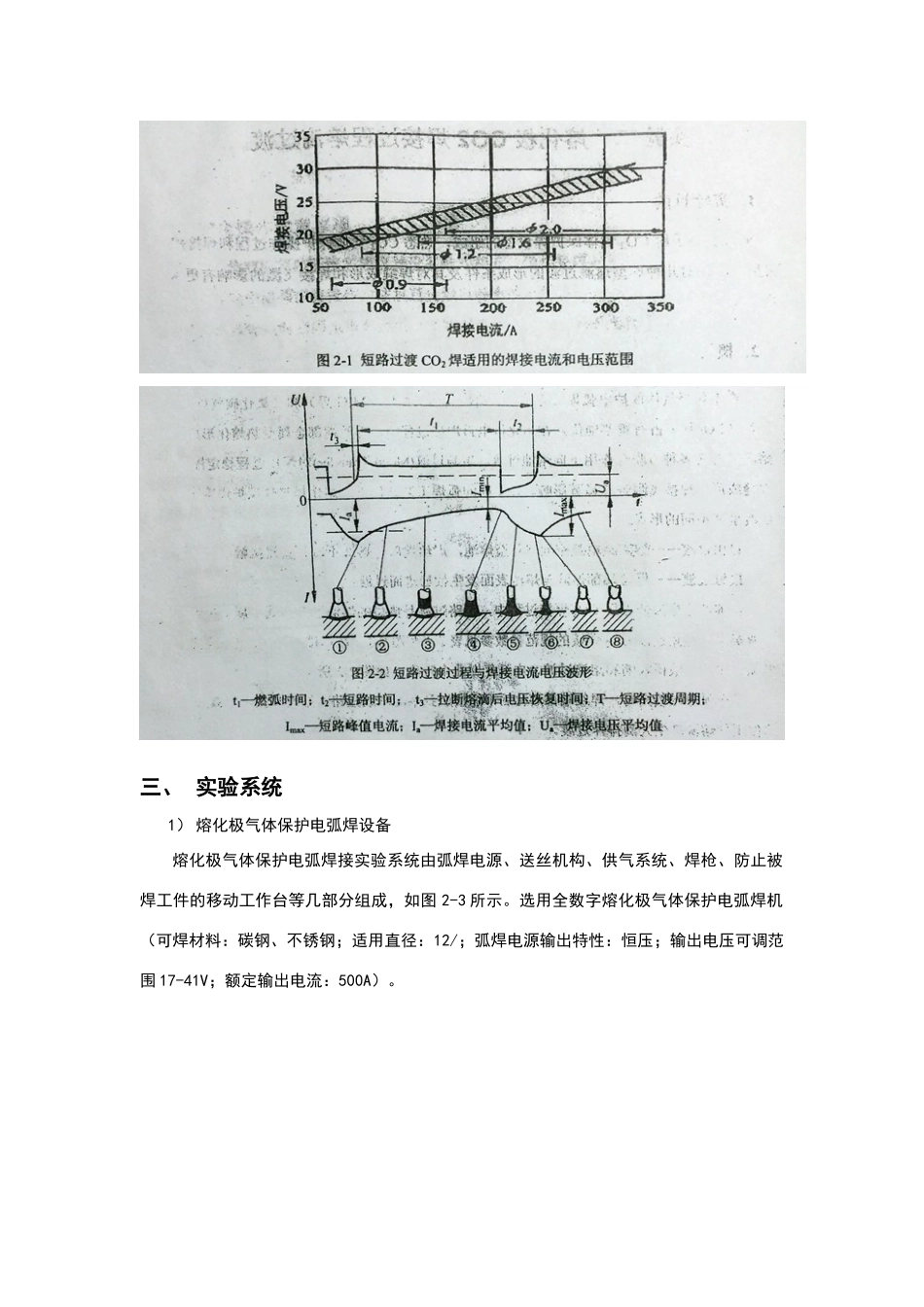
表 2-1 低碳钢 CO2焊短路过渡焊接法律规范参数序号焊丝直径/mm电弧电压/V焊接电流/A118100-110219120-135320140-180三、 实验系统1) 熔化极气体保护电弧焊设备熔化极气体保护电弧焊接实验系统由弧焊电源、送丝机构、供气系统、焊枪、防止被焊工件的移动工作台等几部分组成,如图 2-3 所示
选用全数字熔化极气体保护电弧焊机(可焊材料:碳钢、不锈钢;适用直径:12/;弧焊电源输出特性:恒压;输出电压可调范围 17-41V;额定输出电流:500A)
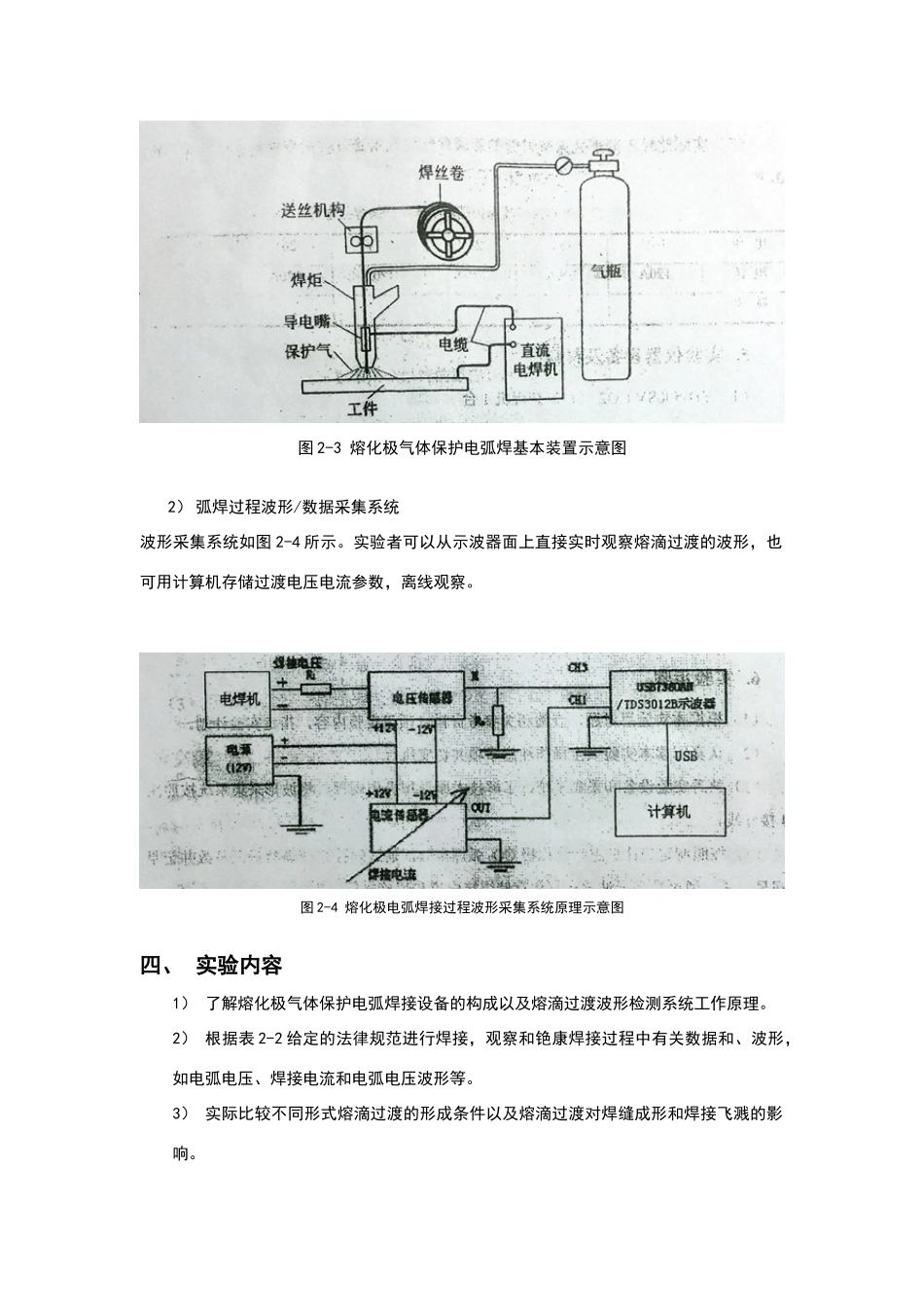
图 2-3 熔化极气体保护电弧焊基本装置示意图2) 弧焊过程波形/数据采集系统波形