电石中控岗位操作技术标准概念:法律规范三个环节的管理:电极测量、压放环节;电流、负荷控制环节;现场操作环节
实现一个目标:电石稳产高产
1适用范围适用电石事业部电石工区
2工艺流程无3关键控制点电极测量、压放
1 准确测量电极:使用钢钎自炉盖测量孔插入,探至电极端头测量其夹角
根据公式 1820tg¢+250+把持器位置来计算电极工作长度(目前不主张带电测量)
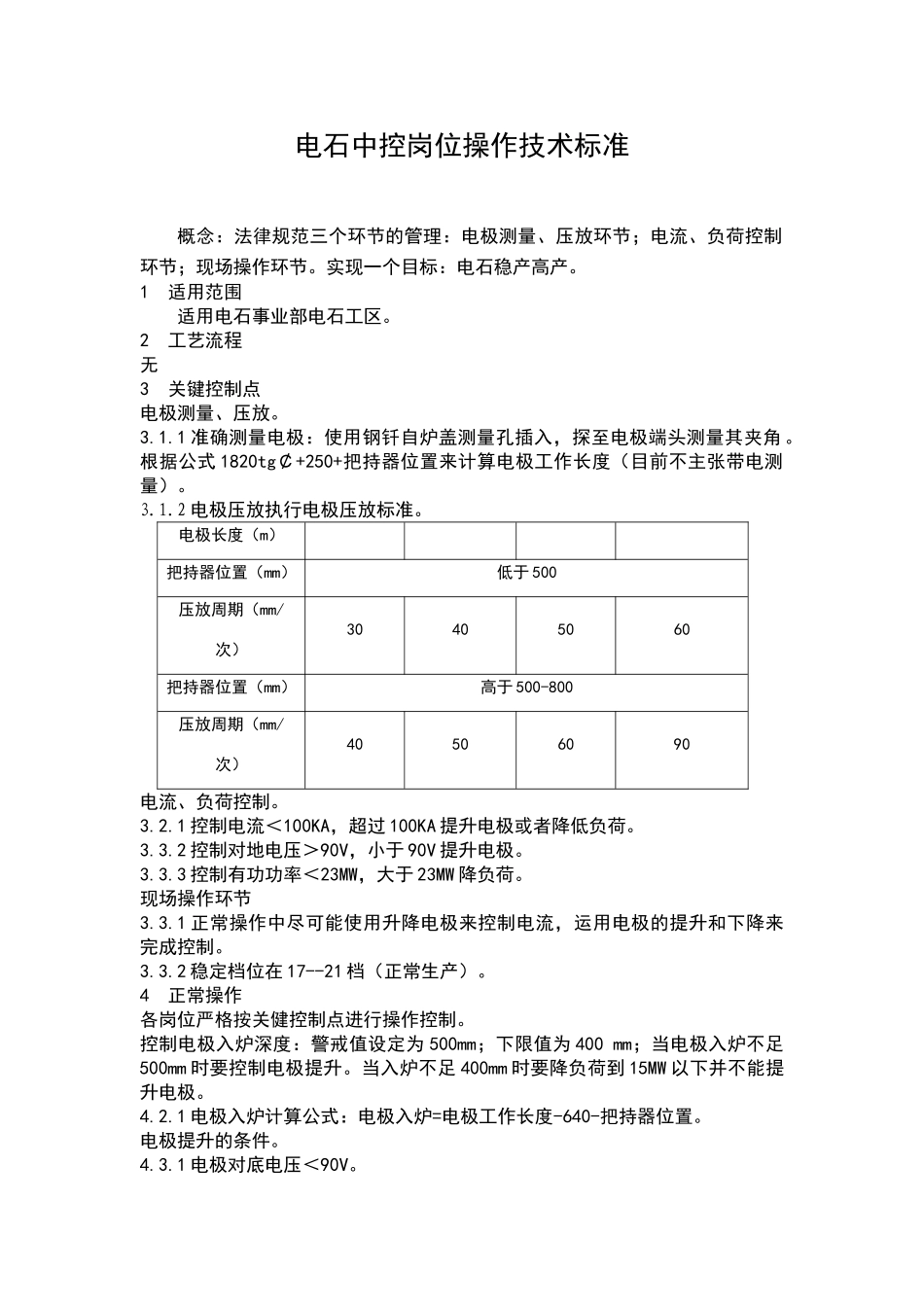
2 电极压放执行电极压放标准
电极长度(m)把持器位置(mm)低于 500压放周期(mm/次)30405060把持器位置(mm)高于 500-800压放周期(mm/次)40506090电流、负荷控制
1 控制电流<100KA,超过 100KA 提升电极或者降低负荷
2 控制对地电压>90V,小于 90V 提升电极
3 控制有功功率<23MW,大于 23MW 降负荷
现场操作环节 3
1 正常操作中尽可能使用升降电极来控制电流,运用电极的提升和下降来完成控制
2 稳定档位在 17--21 档(正常生产)
4正常操作各岗位严格按关健控制点进行操作控制
控制电极入炉深度:警戒值设定为 500mm;下限值为 400 mm;当电极入炉不足500mm 时要控制电极提升
当入炉不足 400mm 时要降负荷到 15MW 以下并不能提升电极
1 电极入炉计算公式:电极入炉=电极工作长度-640-把持器位置
电极提升的条件
1 电极对底电压<90V
2 电极电流>100KA
1 电极入炉到达 400mm 限位
2 接限电通知
3 上料、出炉以及设备故障
质量控制:发气量控制 290——305L/kg,稳定配比
1 入炉原料中固定碳、水份以及氧化钙波动超过两个百分点必须对配比进行调整
2 连续两炉发气量低于