渗锌表面处理工艺及应用介绍一、介绍渗锌的基本概念1
渗锌是用热扩散方法在钢铁表面获得锌铁合金层的表面保护工艺
渗锌获得的表面渗层完全是由锌铁合金层组成,而热镀锌层则是由纯锌层(η 相)和锌铁合金层组成
渗锌分类:根据所采纳的设备和工艺不同,渗锌可分为固体渗锌(即粉末渗锌)、真空渗锌、镀扩散渗锌和气体渗锌等几种
粉末渗锌的原理:将渗锌剂与钢铁制件,共置于渗炉中,加热到 400℃左右,活性锌原子则由钢铁制件的表面对内部渗透,同时铁原子则由内向外扩散,在制件表层形成了一个均匀的锌—铁化合物即渗锌层
技术原理:属于化学热处理工艺
国外,在欧洲的一些国家在 1940 年推广并实现了工业化生产,1970 年后欧洲的工业发达国家得到普遍推广应用
在我国 20 世纪 60 年代开展讨论,90 年代开始应用
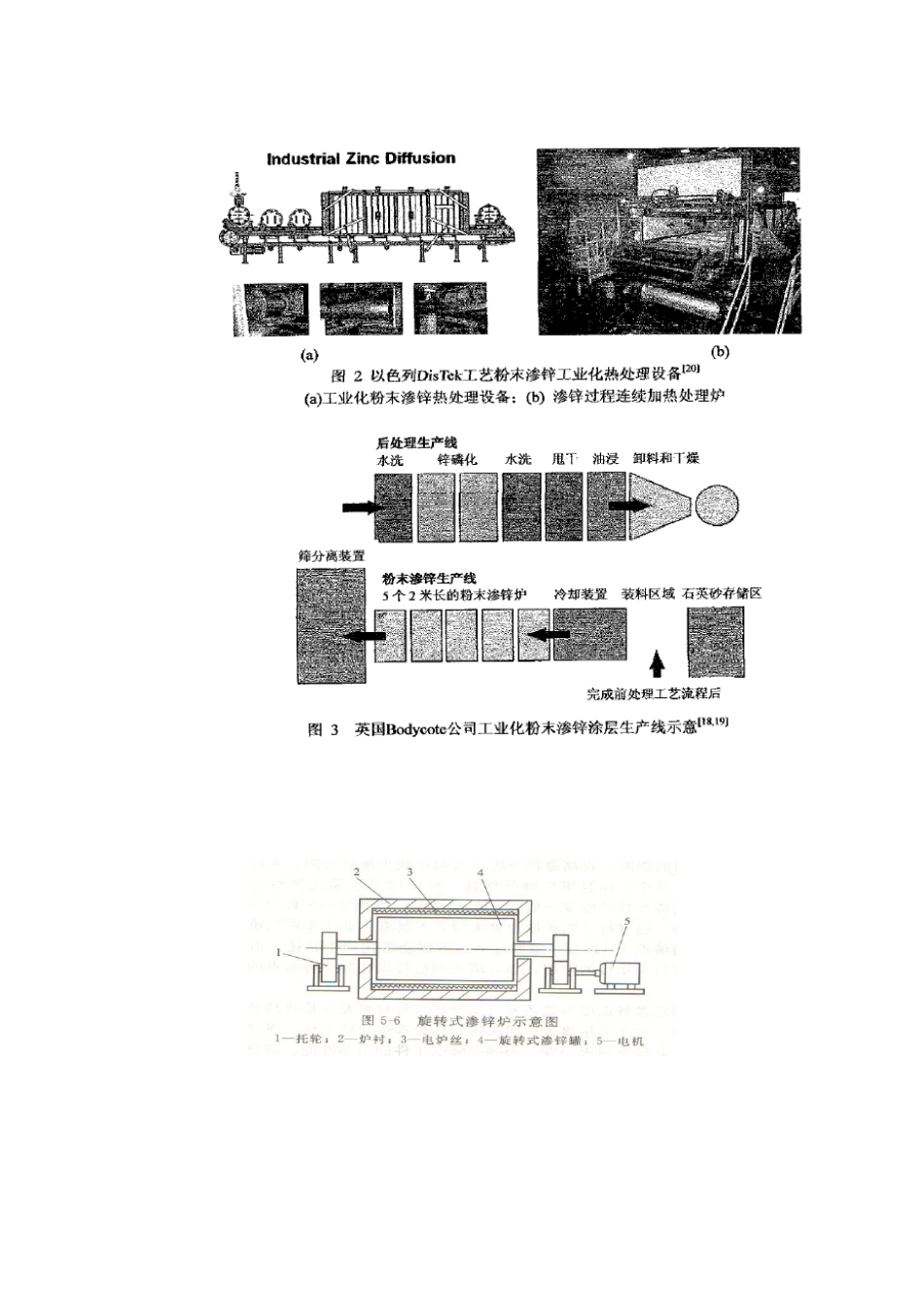
二、粉末渗锌工艺过程将钢铁构件、锌粉及惰性冲击介质混合填充在密封的不锈钢容器中,并将容器放置在热处理炉中,在旋转容器下加热到 350~450℃并保温一段时间,利用金属原子的热扩散作用,在构件表面形成 Zn/Fe 合金保护涂层
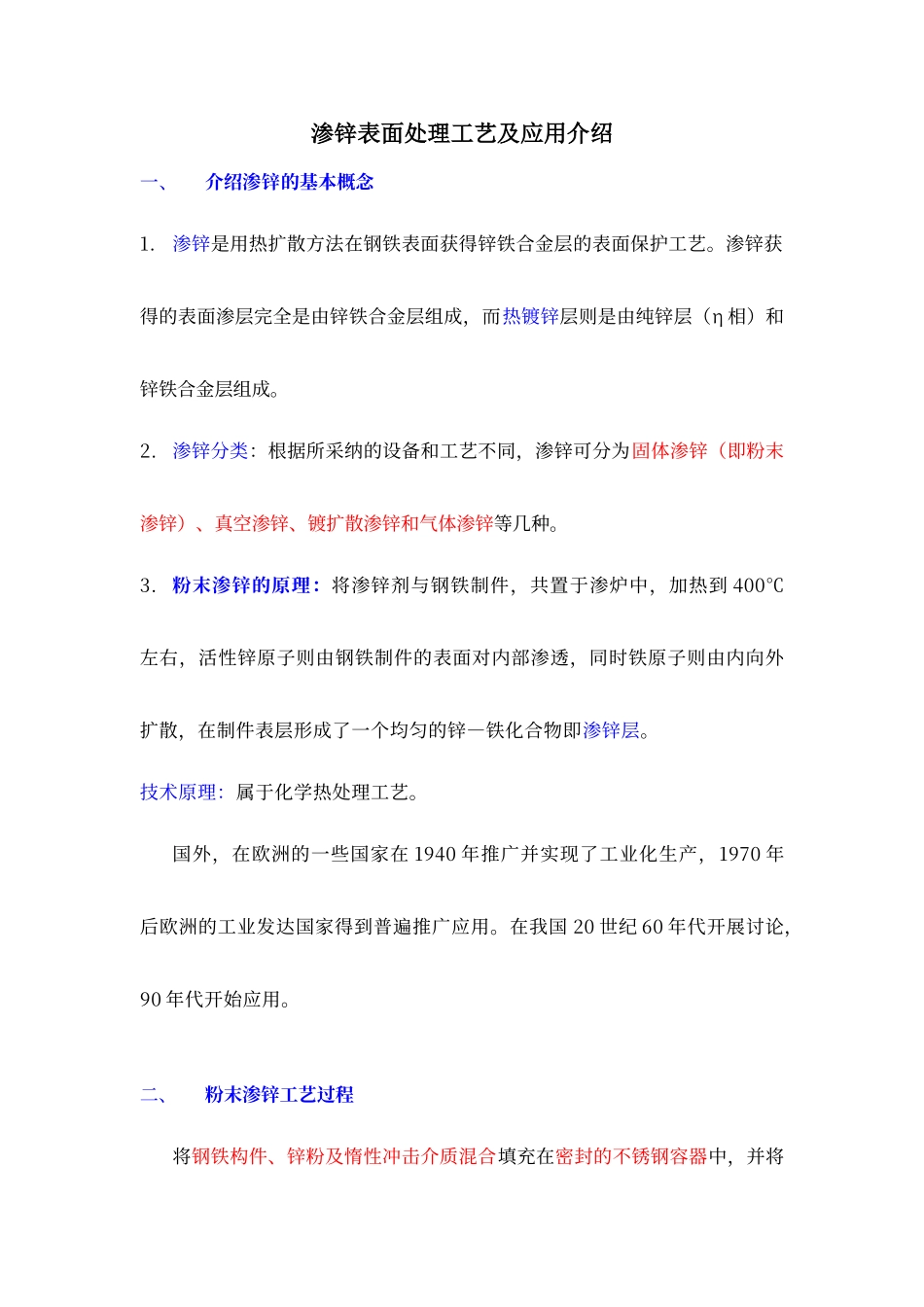
工业化粉末渗锌过程是在不断滚动状态下进行加热处理,粉末混合物与工件之间的机械摩擦、冲击作用,不仅有利于新奇扩散渗剂与被处理界面的紧密接触,而且使得被加热介质温度场均匀化,并有效促进冶金扩散化学反应
目前的工业化粉末渗锌涂层不需要惰性气体或低真空的加热环境,一般在大气环境下的密封容器中就可实现热扩散涂层处理,因而热处理设备简单、成本低,非常适合于复杂形状钢铁构件的大批量加工处理
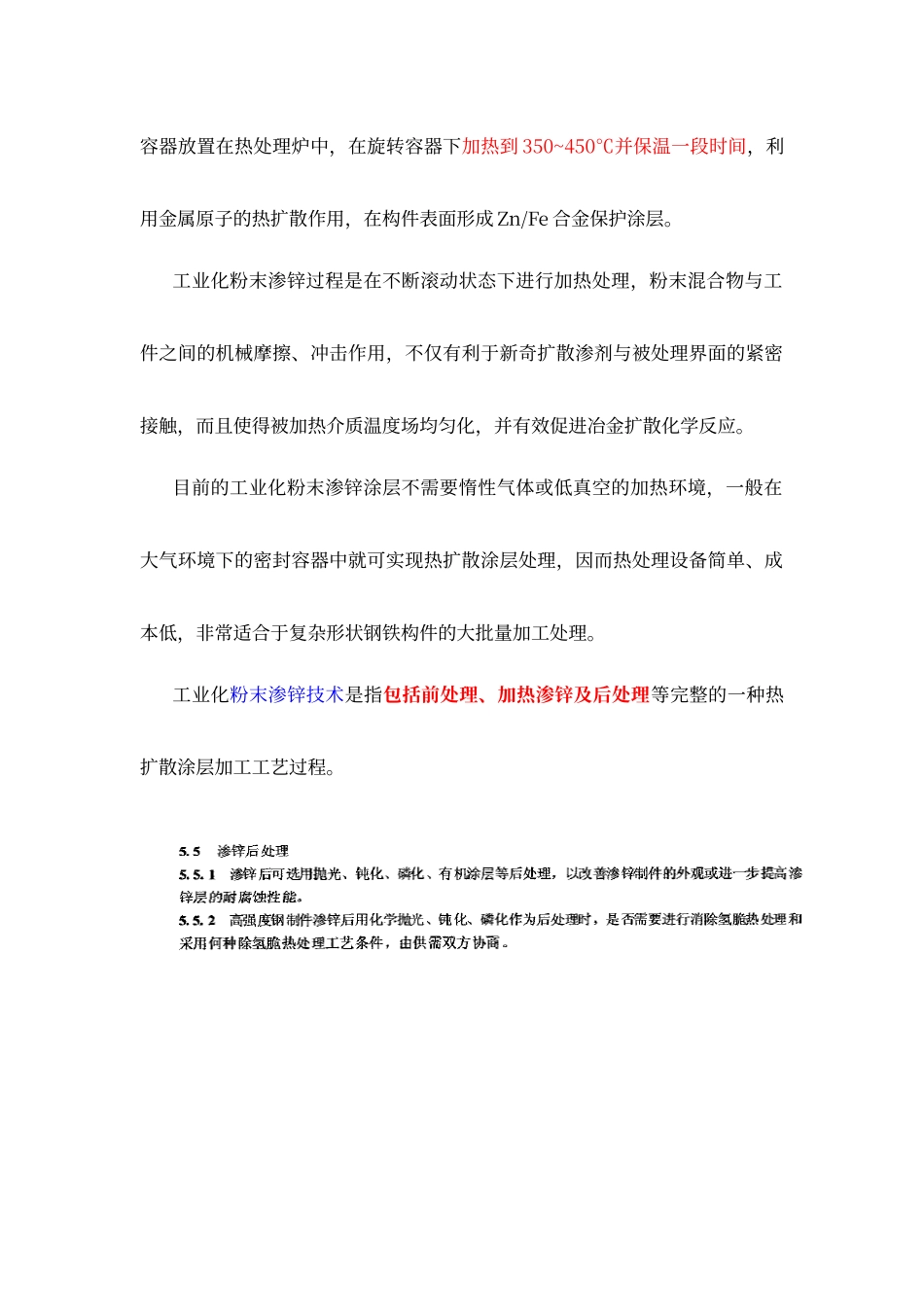
工业化粉末渗锌技术是指包括前处理、加热渗锌及后处理等完整的一种热扩散涂层加工工艺过程
三、粉末渗锌工艺特点粉末渗锌热扩散涂层与传统镀锌工艺比较,具有以下优势和特性:1
涂层厚度均匀性好1)粉末渗锌涂层厚度只取决于加热温度与保温时间,与构件的形状和不同位置基本无关
一般厚度在 15~13