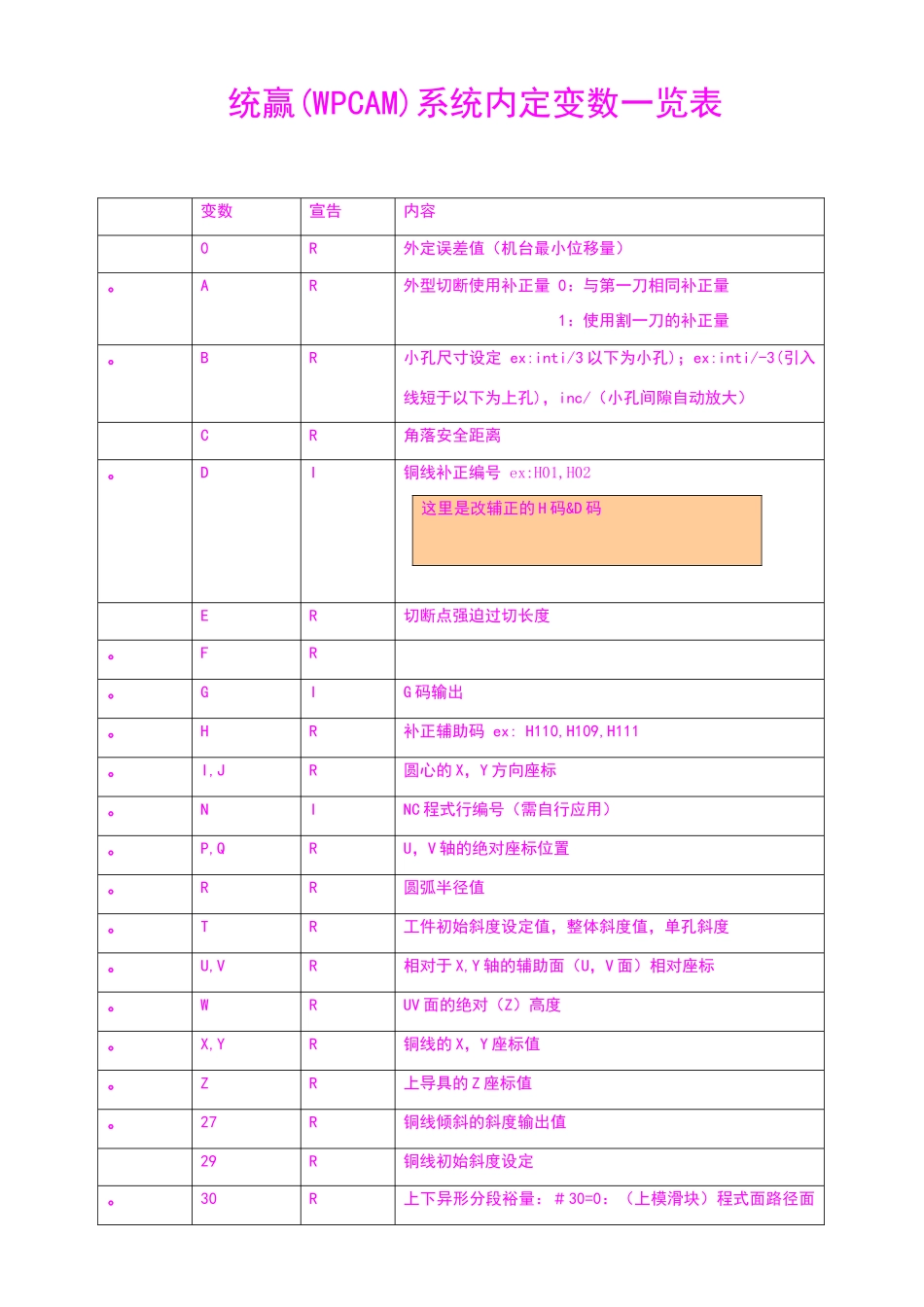
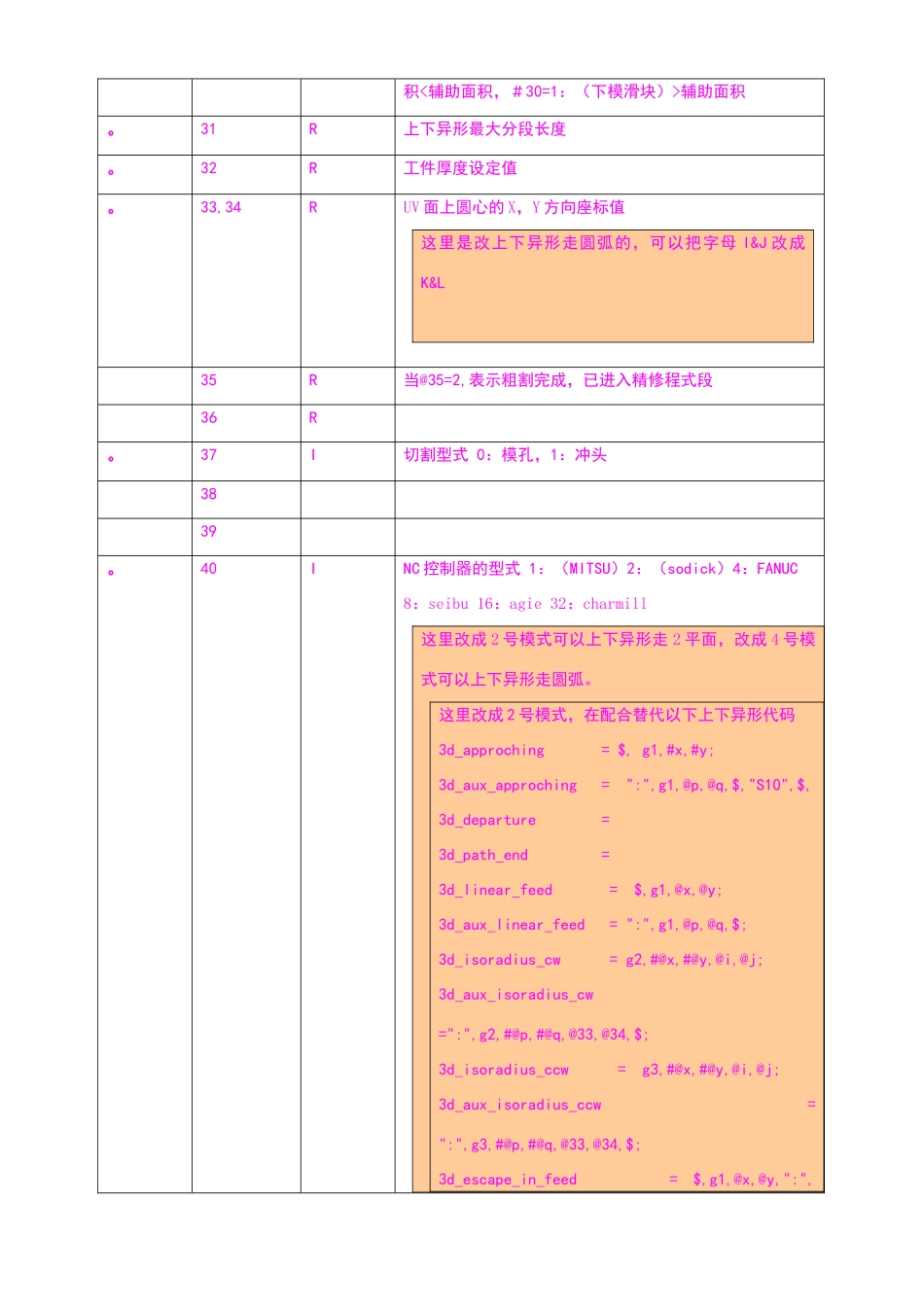
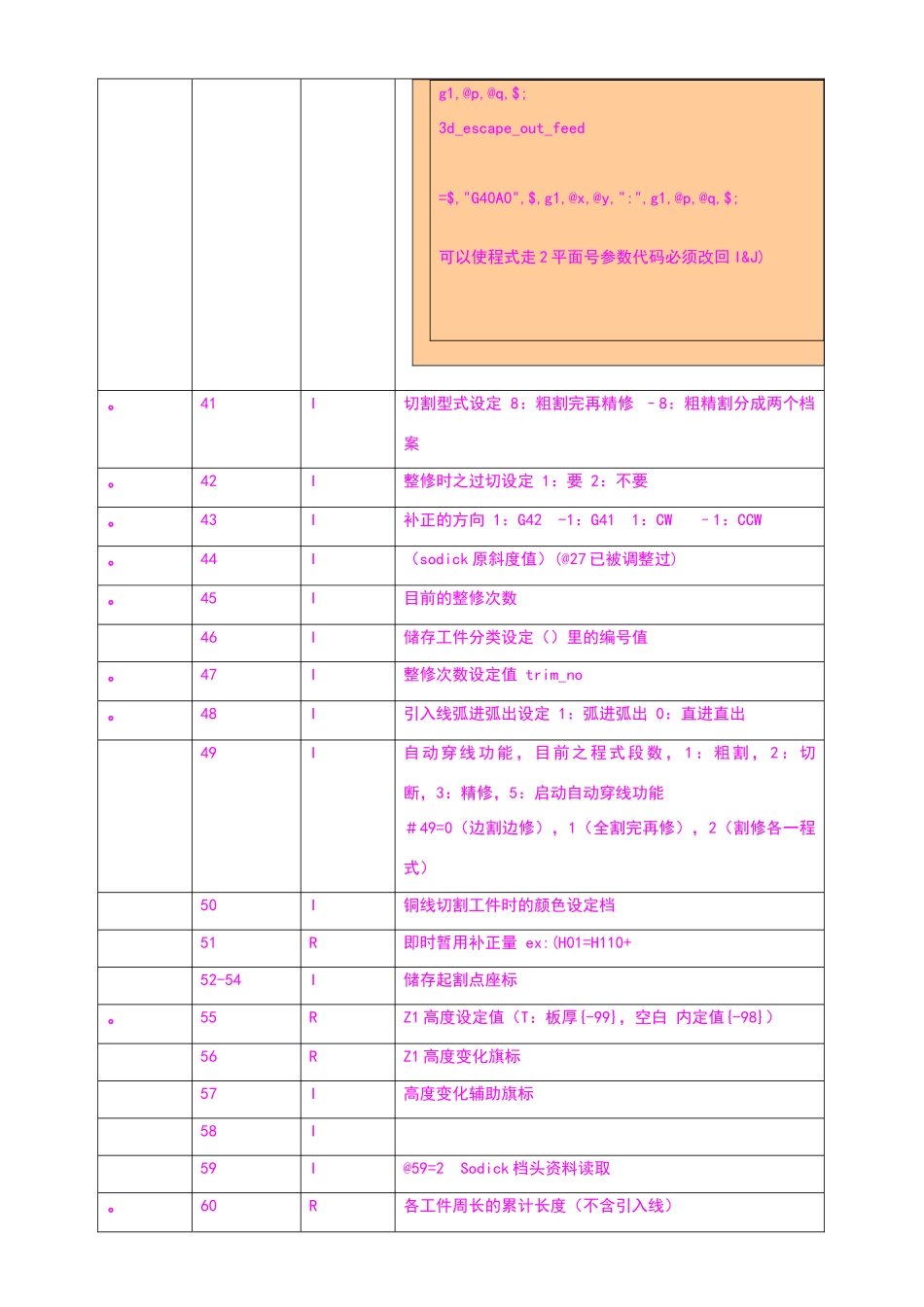
统赢(WPCAM)系统内定变数一览表变数宣告内容0R外定误差值(机台最小位移量)。AR外型切断使用补正量 0:与第一刀相同补正量 1:使用割一刀的补正量。BR小孔尺寸设定 ex:inti/3 以下为小孔);ex:inti/-3(引入线短于以下为上孔),inc/(小孔间隙自动放大)CR角落安全距离。DI铜线补正编号 ex:H01,H02 这里是改辅正的 H 码&D 码 ER切断点强迫过切长度。FR。GIG 码输出 。HR补正辅助码 ex: H110,H109,H111。I,JR圆心的 X,Y 方向座标。NINC 程式行编号(需自行应用)。P,QRU,V 轴的绝对座标位置。RR圆弧半径值。TR工件初始斜度设定值,整体斜度值,单孔斜度。U,VR相对于 X,Y 轴的辅助面(U,V 面)相对座标。WRUV 面的绝对(Z)高度。X,YR铜线的 X,Y 座标值。ZR上导具的 Z 座标值。27R铜线倾斜的斜度输出值29R铜线初始斜度设定。30R上下异形分段裕量:#30=0:(上模滑块)程式面路径面积<辅助面积,#30=1:(下模滑块)>辅助面积。31R上下异形最大分段长度。32R工件厚度设定值。33,34RUV 面上圆心的 X,Y 方向座标值这里是改上下异形走圆弧的,可以把字母 I&J 改成K&L35R当@35=2,表示粗割完成,已进入精修程式段36R。37I切割型式 0:模孔,1:冲头3839。40INC 控制器的型式 1:(MITSU)2:(sodick)4:FANUC8:seibu 16:agie 32:charmill这里改成 2 号模式可以上下异形走 2 平面,改成 4 号模式可以上下异形走圆弧。这里改成 2 号模式,在配合替代以下上下异形代码3d_approching = $, g1,#x,#y;3d_aux_approching = ":",g1,@p,@q,$,"S10",$,3d_departure = 3d_path_end = 3d_linear_feed = $,g1,@x,@y;3d_aux_linear_feed = ":",g1,@p,@q,$;3d_isoradius_cw = g2,#@x,#@y,@i,@j;3d_aux_isoradius_cw =":",g2,#@p,#@q,@33,@34,$;3d_isoradius_ccw = g3,#@x,#@y,@i,@j;3d_aux_isoradius_ccw = ":",g3,#@p,#@q,@33,@34,$;3d_escape_in_feed = $,g1,@x,@y,":", g1,@p,@q,$;3d_escape_out_feed =$,"G40A0",$,g1,@x,@y,":",g1,@p,@q,$;可以使程式走 2 平面号参数代码必须改回 I&J)。41I切割型式设定 8:粗割完再精修 –8:粗精割分成两个档案。42I整修时之过切设定 1:要 2:不要。43I补正的方向 1:G42 -1:G41 1:CW –1:CCW。44I(sodick 原斜度值)(@27 已被调整过)。45I目前的整修次数46I储存工件分类设定()里的编号值。47I整修次数设定值 trim_no。48I...