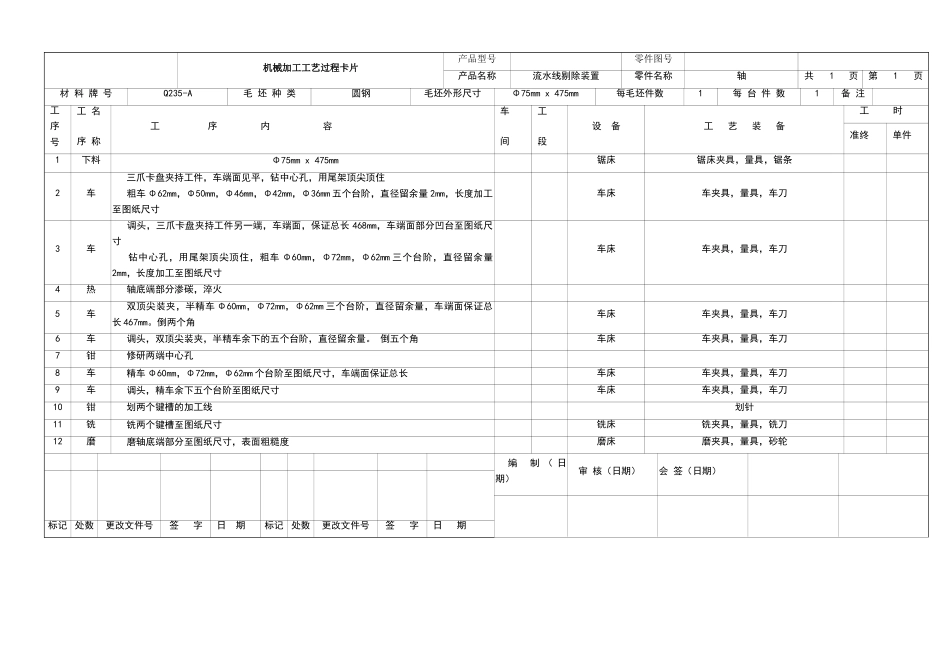
机械加工工艺过程卡片产品型号零件图号产品名称流水线剔除装置零件名称轴共1页第1页材 料 牌 号Q235-A毛 坯 种 类圆钢毛坯外形尺寸Φ75mm x 475mm每毛坯件数1每 台 件 数1备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工 段设 备工 艺 装 备 工 时 准终 单件1下料Φ75mm x 475mm锯床锯床夹具,量具,锯条2车 三爪卡盘夹持工件,车端面见平,钻中心孔,用尾架顶尖顶住 粗车 Φ62mm,Φ50mm,Φ46mm,Φ42mm,Φ36mm 五个台阶,直径留余量 2mm,长度加工至图纸尺寸车床车夹具,量具,车刀3车 调头,三爪卡盘夹持工件另一端,车端面,保证总长 468mm,车端面部分凹台至图纸尺寸 钻中心孔,用尾架顶尖顶住,粗车 Φ60mm,Φ72mm,Φ62mm 三个台阶,直径留余量2mm,长度加工至图纸尺寸车床车夹具,量具,车刀4热轴底端部分渗碳,淬火5车双顶尖装夹,半精车 Φ60mm,Φ72mm,Φ62mm 三个台阶,直径留余量,车端面保证总长 467mm
倒两个角车床车夹具,量具,车刀6车调头,双顶尖装夹,半精车余下的五个台阶,直径留余量
倒五个角车床车夹具,量具,车刀7钳修研两端中心孔8车 精车 Φ60mm,Φ72mm,Φ62mm 个台阶至图纸尺寸,车端面保证总长车床车夹具,量具,车刀9车 调头,精车余下五个台阶至图纸尺寸车床车夹具,量具,车刀10钳 划两个键槽的加工线划针11铣 铣两个键槽至图纸尺寸铣床铣夹具,量具,铣刀12磨磨轴底端部分至图纸尺寸,表面粗糙度磨床磨夹具,量具,砂轮 编 制 ( 日 期) 审 核(日期)会 签(日期)标记 处数更改文件号签 字 日 期标记 处数更改文件号签 字 日 期