5300m3全压式液化气船工 艺 设 计标记数量修改单号签字 日期 轴系、舵系、螺旋桨、 主机安装工艺编制描打校对描校审核总面积 m2 共 12 页 第 1 页标检及艉柱、吊舵臂、挂舵臂安装焊接工艺湖北江润造船审定日期2024-2-9一、概述:本工艺的制定是根据
中国造船质量标准
〔2024〕及相关标准、标准制定的
本工艺包括的工作内容:轴系、舵系放线、艉轴管及密封装置的安装、螺旋桨安装、中间轴安装、齿轮箱安装、主柴油机安装;艉柱、吊舵臂、挂舵臂的安装,吊舵臂镗孔,下舵承、舵销承装配,舵叶拂配,舵系装配等等;本工艺文件规定了上述内容的施工方法和技术要求
1、 根本工艺流程轴系、舵系理论中 →艉柱定位 艉管心线确实定 →吊舵臂、挂舵臂定位→舵销套定位 → 舵杆与舵叶拂配 →吊舵臂镗孔 下舵承、舵销承装配 前支撑定位→艉管定位→艉轴承安装→艉轴及密封装置安装→螺旋桨安装 中舵系装配间轴对中安装→齿轮箱对中安装→主柴油机对中安装2、 放轴系中心线和舵系中心线3.1 拉线前船台施工应具备的条件:3.1.1 拉线前应完成的工作主船体机舱段主甲板下全部完工及密性试验完成,尾部油、水舱、柜密性试验完成,相关构件及外板装焊完工后,机舱前壁向船首的一条环形大接缝焊装结束,大型机器设备预定位,船体基线以及横倾由船体部门确定并验收合格
3.1.2 主机及轴系的基座都已焊好,并交验合格
3.1.3 在确定轴系理论中心线、主机定位及校中轴系时,船上应停止冲击或振动作业
3.1.4 轴系校中安装应考虑和排除阳光照射引起船体变形的影响
一般在早晚或阴雨天进行
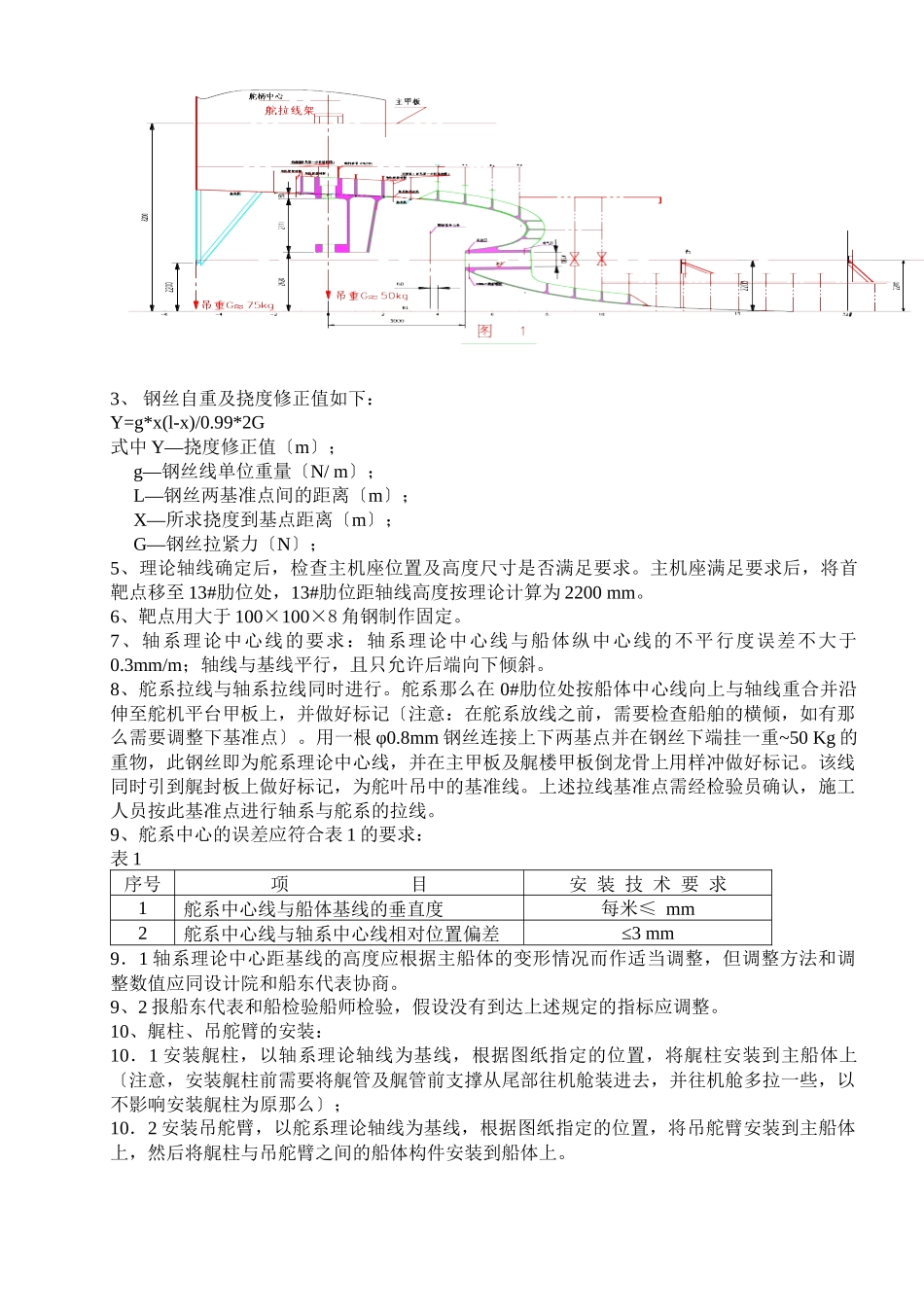
3.2 轴系和舵系理论中心线基准点确实定、检查:3.2.1 按船体提供的最终的基线标,用激光经纬仪测出轴线高度〔本船轴线与基线平行,轴线距基线高度为 2200 mm〕,并从艉部引向机舱内按图纸要求确定 32#舱壁处轴线离基线高度为 2200 mm,