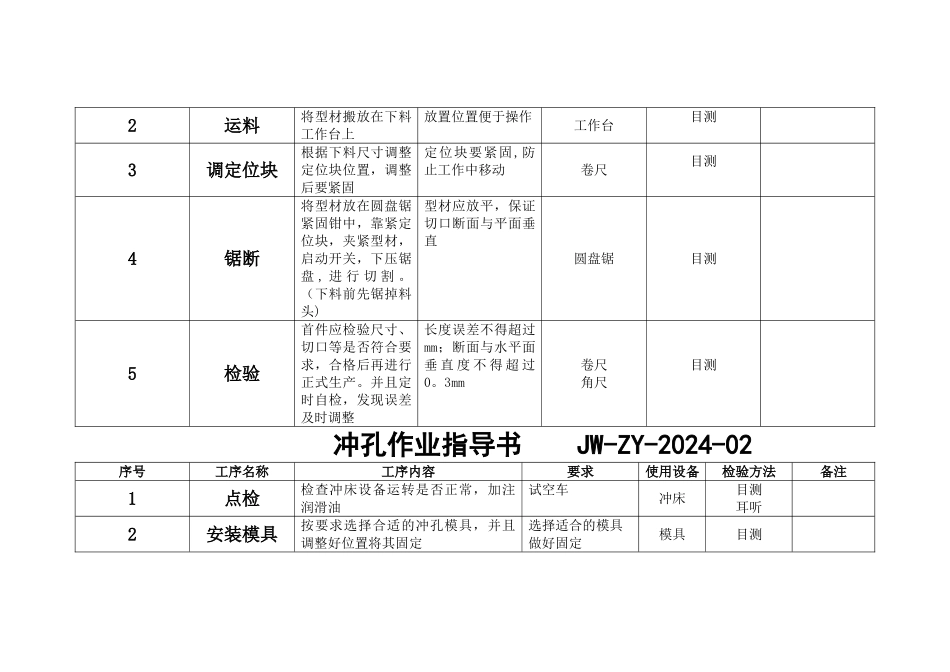
作业指导书汇编 JW—ZY—2024编 制 人: 企管部 审 核 人: 韩光海 审 批 人: 韩光海 发布时间:2024 年 11 月 8 日 实施时间:2024 年 11 月 8 日 天 津 佳 维 仓 储 设 备 制 造 有 限 公 司 下料作业指导书 JW-ZY-2024—01序号工序名称工序内容要求使用设备检验方法备注1点检检查圆盘锯及冷却装置是否正常试空车圆盘锯目测耳听2运料将型材搬放在下料工作台上放置位置便于操作工作台目测3调定位块根据下料尺寸调整定位块位置,调整后要紧固定位块要紧固,防止工作中移动卷尺目测4锯断将型材放在圆盘锯紧固钳中,靠紧定位块,夹紧型材,启动开关,下压锯盘 , 进 行 切 割
(下料前先锯掉料头)型材应放平,保证切口断面与平面垂直圆盘锯目测5检验首件应检验尺寸、切口等是否符合要求,合格后再进行正式生产
并且定时自检,发现误差及时调整长度误差不得超过mm;断面与水平面垂 直 度 不 得 超 过0
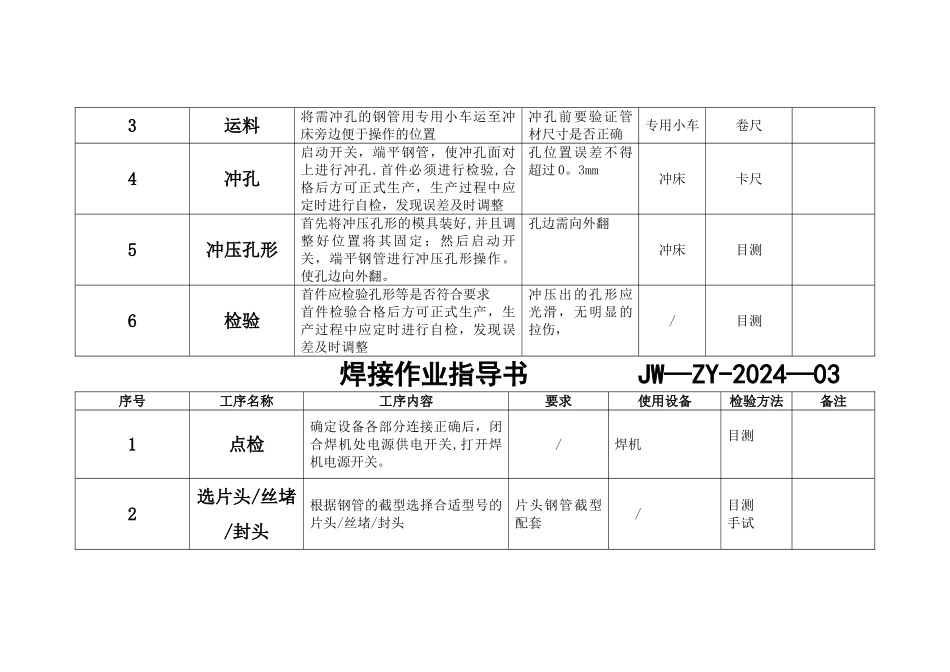
3mm卷尺角尺目测 冲孔作业指导书 JW-ZY-2024-02序号工序名称工序内容要求使用设备检验方法备注1点检检查冲床设备运转是否正常,加注润滑油试空车冲床目测耳听2安装模具按要求选择合适的冲孔模具,并且调整好位置将其固定选择适合的模具做好固定模具目测3运料将需冲孔的钢管用专用小车运至冲床旁边便于操作的位置冲孔前要验证管材尺寸是否正确专用小车卷尺4冲孔启动开关,端平钢管,使冲孔面对上进行冲孔
首件必须进行检验,合格后方可正式生产,生产过程中应定时进行自检,发现误差及时调整孔位置误差不得超过 0
3mm冲床卡尺5冲压孔形首先将冲压孔形的模具装好,并且调整好位置将其固定;然后启动开关,端平钢管进行冲压孔形操作
使孔边向外翻
孔边需向外翻冲床目测6检验首件应检验孔形等是否符合要求首件检验合格后方可正式生产,生产过程中应定时进行自检,发现误差及时调整冲压