工业炉施工方案2
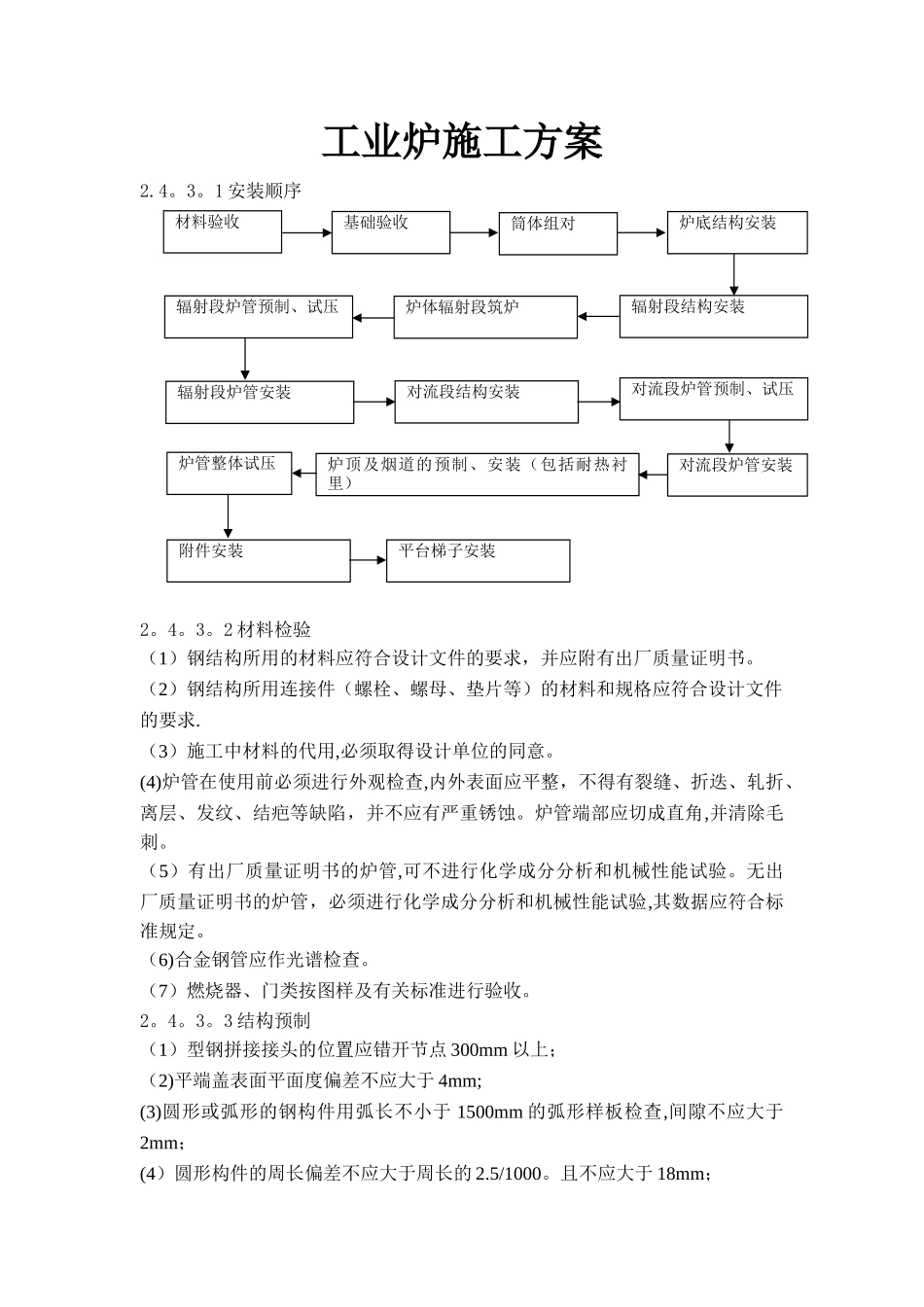
1 安装顺序2
2 材料检验(1)钢结构所用的材料应符合设计文件的要求,并应附有出厂质量证明书
(2)钢结构所用连接件(螺栓、螺母、垫片等)的材料和规格应符合设计文件的要求
(3)施工中材料的代用,必须取得设计单位的同意
(4)炉管在使用前必须进行外观检查,内外表面应平整,不得有裂缝、折迭、轧折、离层、发纹、结疤等缺陷,并不应有严重锈蚀
炉管端部应切成直角,并清除毛刺
(5)有出厂质量证明书的炉管,可不进行化学成分分析和机械性能试验
无出厂质量证明书的炉管,必须进行化学成分分析和机械性能试验,其数据应符合标准规定
(6)合金钢管应作光谱检查
(7)燃烧器、门类按图样及有关标准进行验收
3 结构预制(1)型钢拼接接头的位置应错开节点 300mm 以上;(2)平端盖表面平面度偏差不应大于 4mm;(3)圆形或弧形的钢构件用弧长不小于 1500mm 的弧形样板检查,间隙不应大于2mm;(4)圆形构件的周长偏差不应大于周长的 2
5/1000
且不应大于 18mm;材料验收基础验收筒体组对对流段结构安装炉顶及烟道的预制、安装(包括耐热衬里)辐射段炉管预制、试压炉管整体试压炉底结构安装对流段炉管预制、试压对流段炉管安装辐射段结构安装辐射段炉管安装炉体辐射段筑炉平台梯子安装附件安装(5)筒节纵焊缝对口错边量,不应大于 1/10δn,且不应大于 3mm;(6)筒节因焊接在环向形成的棱角 E,用弦长等于 1/6 设计内直径 Di 且不应小于 300mm 的内样板或外样板检查,其值不应大于(δ/10+2)mm 且不应大于5mm;(7)立柱直线度偏差不应大于长度的 1/1000,且不应大于 10mm;(8)梁的直线度偏差不应大于长度的 1/1000, 且不应大于 8mm
4 钢结构组装(1)组装方法:炉筒体组装在预制平台上组对, 焊接采