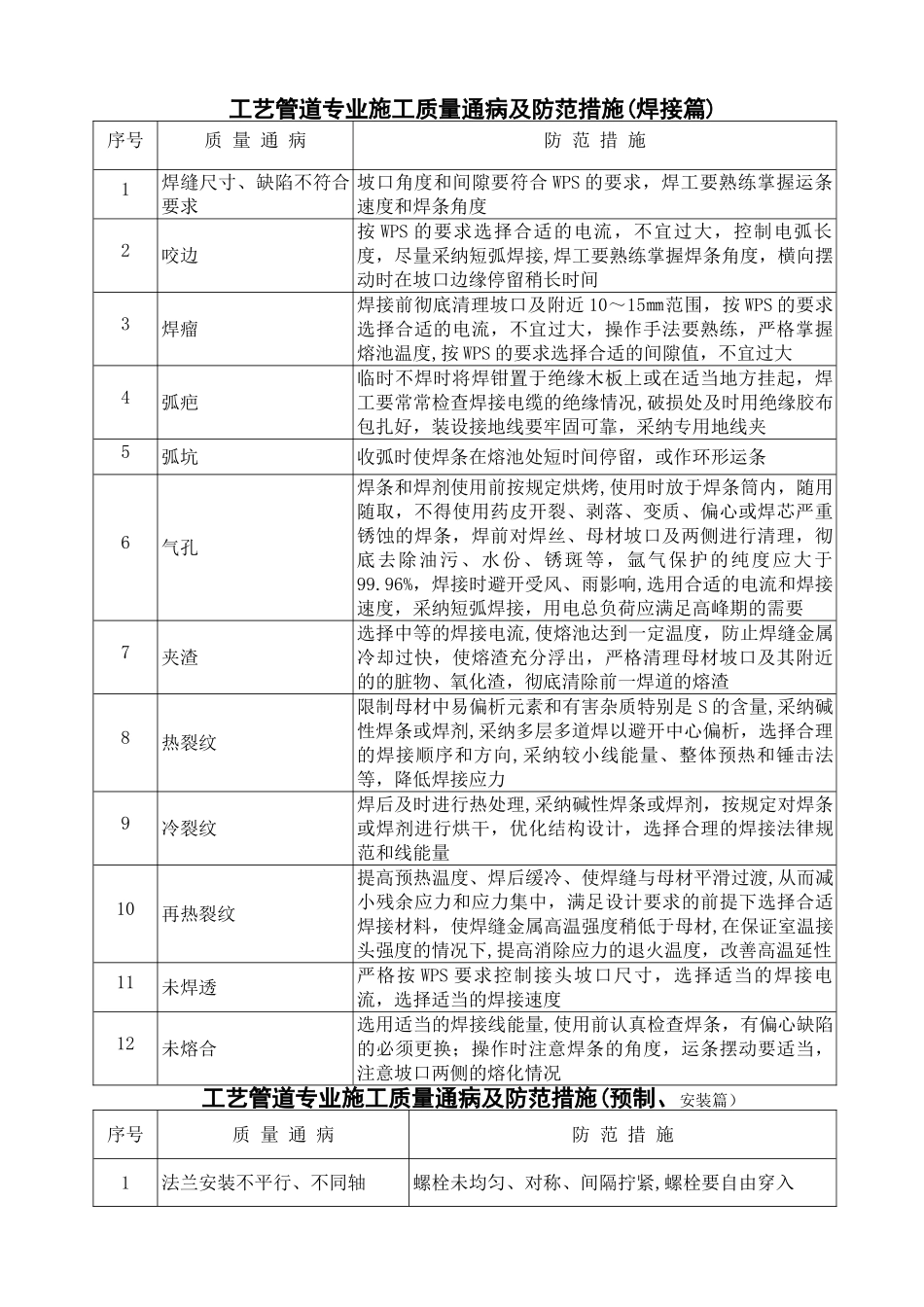
工艺管道专业施工质量通病及防范措施(焊接篇)序号质 量 通 病防 范 措 施1焊缝尺寸、缺陷不符合要求坡口角度和间隙要符合 WPS 的要求,焊工要熟练掌握运条速度和焊条角度2咬边按 WPS 的要求选择合适的电流,不宜过大,控制电弧长度,尽量采纳短弧焊接,焊工要熟练掌握焊条角度,横向摆动时在坡口边缘停留稍长时间3焊瘤焊接前彻底清理坡口及附近 10~15㎜范围,按 WPS 的要求选择合适的电流,不宜过大,操作手法要熟练,严格掌握熔池温度,按 WPS 的要求选择合适的间隙值,不宜过大4弧疤临时不焊时将焊钳置于绝缘木板上或在适当地方挂起,焊工要常常检查焊接电缆的绝缘情况,破损处及时用绝缘胶布包扎好,装设接地线要牢固可靠,采纳专用地线夹5弧坑收弧时使焊条在熔池处短时间停留,或作环形运条6气孔焊条和焊剂使用前按规定烘烤,使用时放于焊条筒内,随用随取,不得使用药皮开裂、剥落、变质、偏心或焊芯严重锈蚀的焊条,焊前对焊丝、母材坡口及两侧进行清理,彻底去除油污、水份、锈斑等,氩气保护的纯度应大于99
96%,焊接时避开受风、雨影响,选用合适的电流和焊接速度,采纳短弧焊接,用电总负荷应满足高峰期的需要7夹渣选择中等的焊接电流,使熔池达到一定温度,防止焊缝金属冷却过快,使熔渣充分浮出,严格清理母材坡口及其附近的的脏物、氧化渣,彻底清除前一焊道的熔渣8热裂纹限制母材中易偏析元素和有害杂质特别是 S 的含量,采纳碱性焊条或焊剂,采纳多层多道焊以避开中心偏析,选择合理的焊接顺序和方向,采纳较小线能量、整体预热和锤击法等,降低焊接应力9冷裂纹焊后及时进行热处理,采纳碱性焊条或焊剂,按规定对焊条或焊剂进行烘干,优化结构设计,选择合理的焊接法律规范和线能量10再热裂纹提高预热温度、焊后缓冷、使焊缝与母材平滑过渡,从而减小残余应力和应力集中,满足设计要求的前提下选择合适焊接材料,使焊缝金属高温强度稍低于母材,在