工艺管道焊接施工技术方案××××有限公司 2024 年 3 月目 录1
工程概况及特点 0 3 焊材管理 0 4 焊接准备 2 5 焊接工艺 2 6 管道热处理 4 7 质量检验 6 8 技术要求 7 9 质量保证措施 7 10 管理措施 7 1
1 适用范围本方案适用×××中心工程工艺管道的焊接施工
2 编制依据1
1 工艺管道施工图纸及相关配套图纸及文件;1
2 SH3501-2024《石油化工有毒、可燃介质管道工程施工及验收法律规范》;1
3 GB50235-97《工业金属管道工程施工及验收法律规范》;1
4 GB50236-98《现场设备、工业管道焊接工程施工及验收法律规范》;1
5SH/T3520—2024《石油化工铬钼耐热钢焊接规程》;1
6 JB/T4730—2024《承压设备无损检测》;2
工程概况及特点2
1 工程概况 我公司承建的催化工艺管道分为 4 个区,即吸收稳定区、管带区、泵区和空冷区
其中吸收稳定区的附塔管线较多,为管道施工中的重点、难点
2 工程特点2
1 工期紧,投入设备、人员数量大,班组(或施工队)之间交叉作业多,不易于管理
2 无缝钢管道预热、热处理、无损检测等工序复杂,应做好相互间的组织与衔接
3 附塔管道较高、施工难度大,与其它作业交叉进行,增加了安全风险
3 焊材管理3
1 焊条烘干要求3
1 焊条使用前应按焊条说明书的要求进行使用
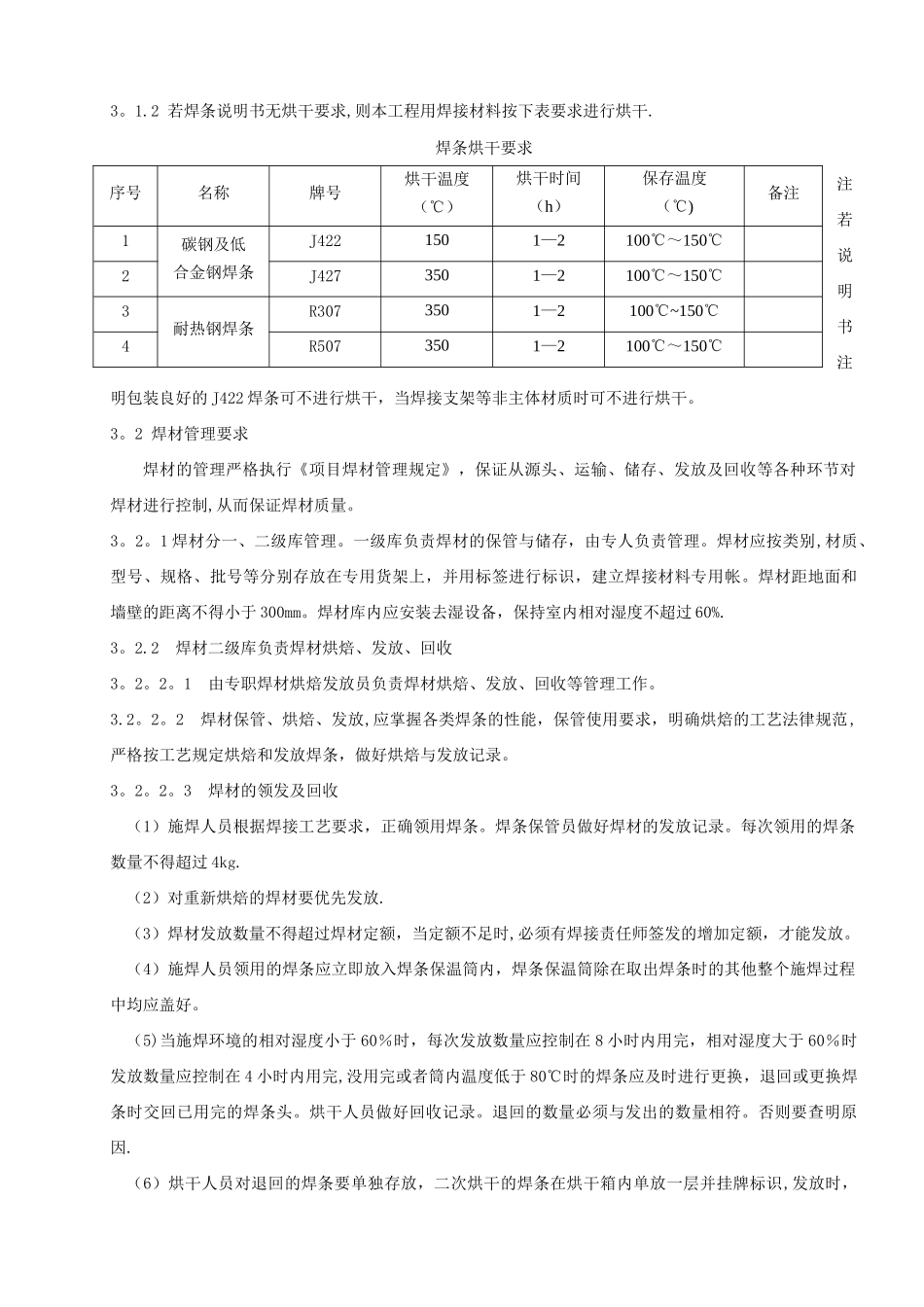
2 若焊条说明书无烘干要求,则本工程用焊接材料按下表要求进行烘干
焊条烘干要求注若说明书注明包装良好的 J422 焊条可不进行烘干,当焊接支架等非主体材质时可不进行烘干
2 焊材管理要求焊材的管理严格执行《项目焊材管理规定》,保证从源头、运输、储存、发放及回收等各种环节对焊材进行控制,从而保证焊材质量