制图规范1、所有外发加工图电子文档均采用 AutoCAD R 的格式,一般不能将 PRO-E,UG 等三维立体图直接外发加工
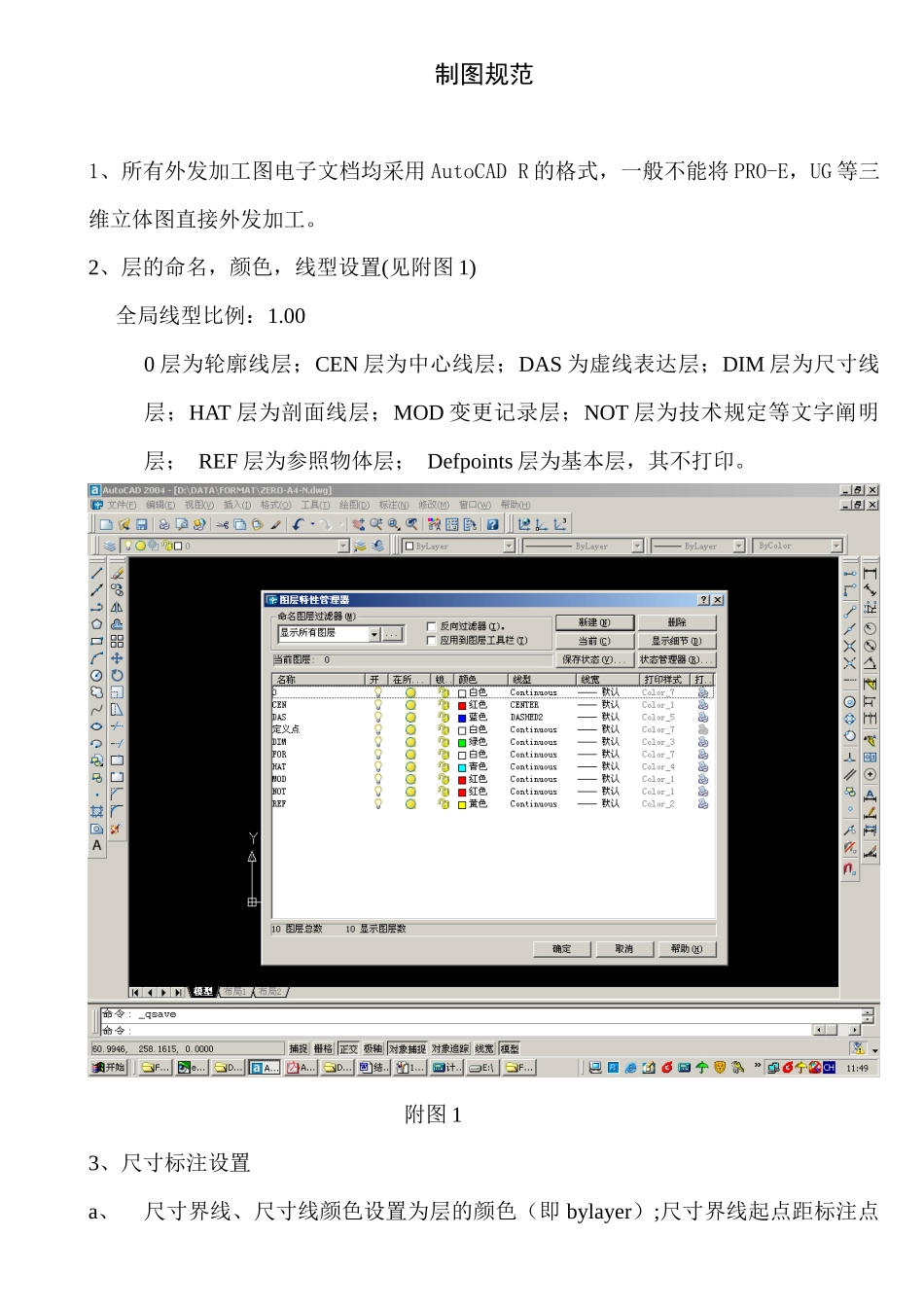
2、层的命名,颜色,线型设置(见附图 1) 全局线型比例:1
000 层为轮廓线层;CEN 层为中心线层;DAS 为虚线表达层;DIM 层为尺寸线层;HAT 层为剖面线层;MOD 变更记录层;NOT 层为技术规定等文字阐明层; REF 层为参照物体层; Defpoints 层为基本层,其不打印
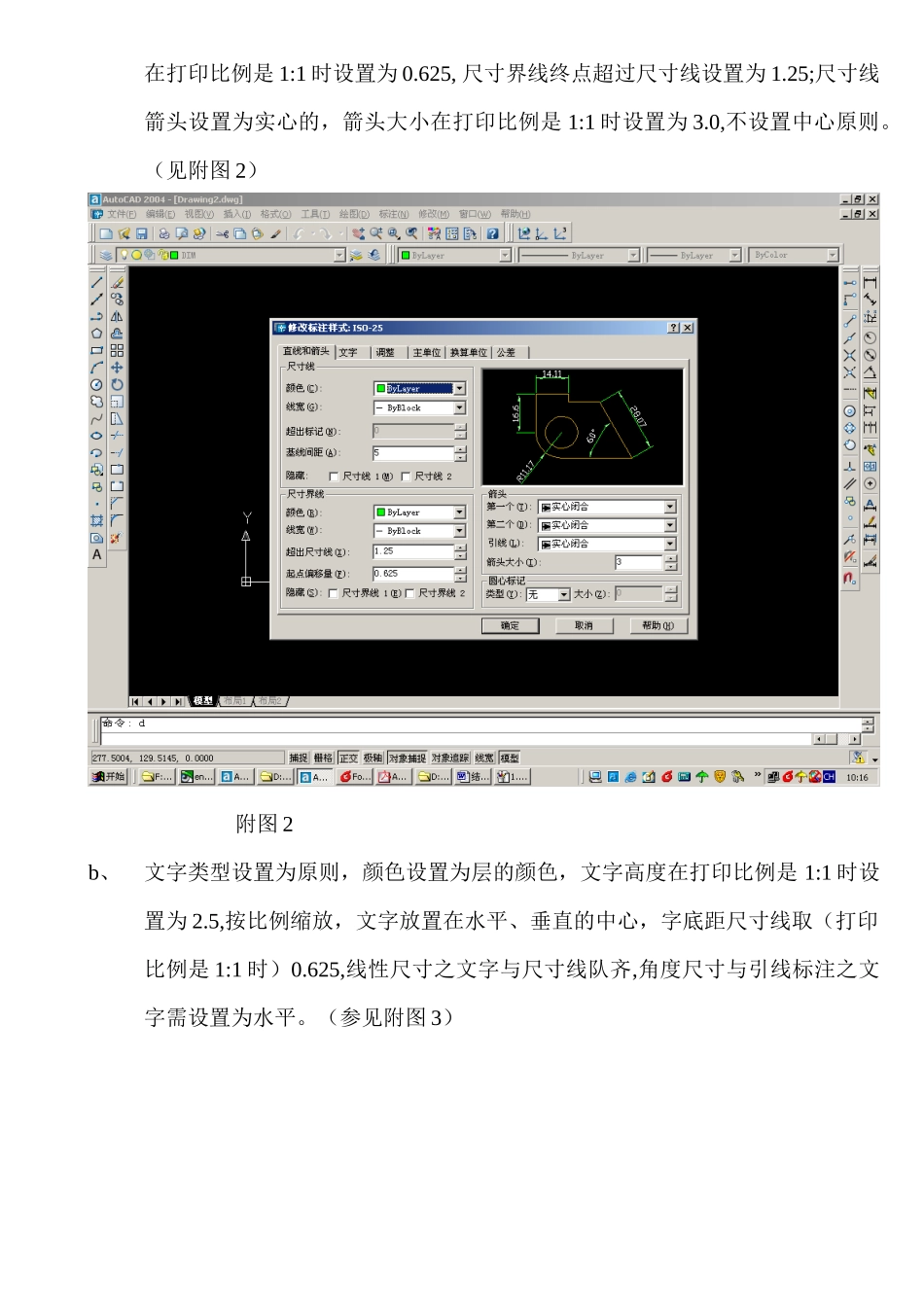
附图 13、尺寸标注设置a、尺寸界线、尺寸线颜色设置为层的颜色(即 bylayer);尺寸界线起点距标注点在打印比例是 1:1 时设置为 0
625, 尺寸界线终点超过尺寸线设置为 1
25;尺寸线箭头设置为实心的,箭头大小在打印比例是 1:1 时设置为 3
0,不设置中心原则
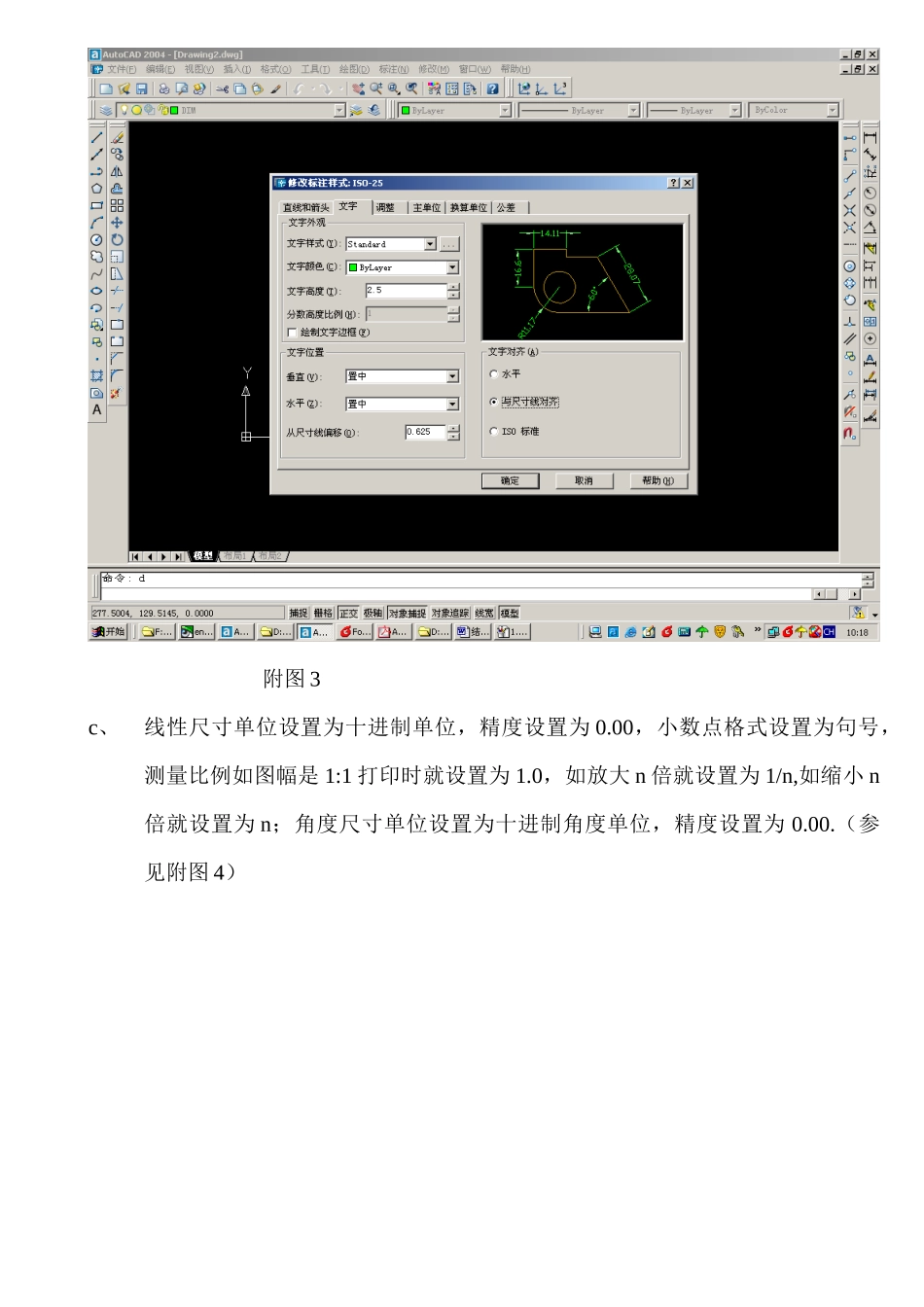
(见附图 2) 附图 2b、文字类型设置为原则,颜色设置为层的颜色,文字高度在打印比例是 1:1 时设置为 2
5,按比例缩放,文字放置在水平、垂直的中心,字底距尺寸线取(打印比例是 1:1 时)0
625,线性尺寸之文字与尺寸线队齐,角度尺寸与引线标注之文字需设置为水平
(参见附图 3) 附图 3c、线性尺寸单位设置为十进制单位,精度设置为 0
00,小数点格式设置为句号,测量比例如图幅是 1:1 打印时就设置为 1
0,如放大 n 倍就设置为 1/n,如缩小 n倍就设置为 n;角度尺寸单位设置为十进制角度单位,精度设置为 0
(参见附图 4) 附图 44、图框采用企业原则的图框(参见附图 5),其版次栏每更改一次需升版,但如是采用先打样再确认的方式,打样过程中的更改版次不升,但打样图纸需注明是打样图纸(即每正式发行一次版次需升一次,但打样过程中的更改不升版),且每升版一次其零件的物料编码一般需升版一次(按企业规定执行)
其材料栏按有关材料原则标示(冷轧板常用牌号是 SPCC,