常用材料机械加工切削参数推举表共 26 页2024 年 9 月目 录1 切削用量选定原则 32 车削加工切削参数推举表 1 2
1 车削要素 1 2
2 车削参数 2 3 铣削加工切削参数推举表 7 3
1 铣削要素 7 3
2 铣削参数 7 4 磨削加工切削参数推举表 13 4
1 磨削要素 13 4
2 平面磨削 13 4
3 外圆磨削 14 4
4 内圆磨削 15 1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度
选择切削用量时,要综合考虑生产率、加工质量和加工成本
从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍
从刀具耐用度考虑:应首先采纳最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度
从加工质量考虑:精加工时,采纳较小的切削深度和进给量,采纳较高的切削速度
2 车削加工切削参数推举表2
1 车削要素切削速度 v:工件旋转的线速度,单位为 m/min
进给量 f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r
切削深度 ap:垂直于进给运动方向测量的切削层横截面尺寸,单位为mm
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为 μm
dw :工件直径,单位为 mm
切削速度与转速关系: m/min r/minv:切削速度,工件旋转的线速度,单位为 m/min
n:工件的转速,单位为 r/min
d:工件观察点直径,单位为 mm
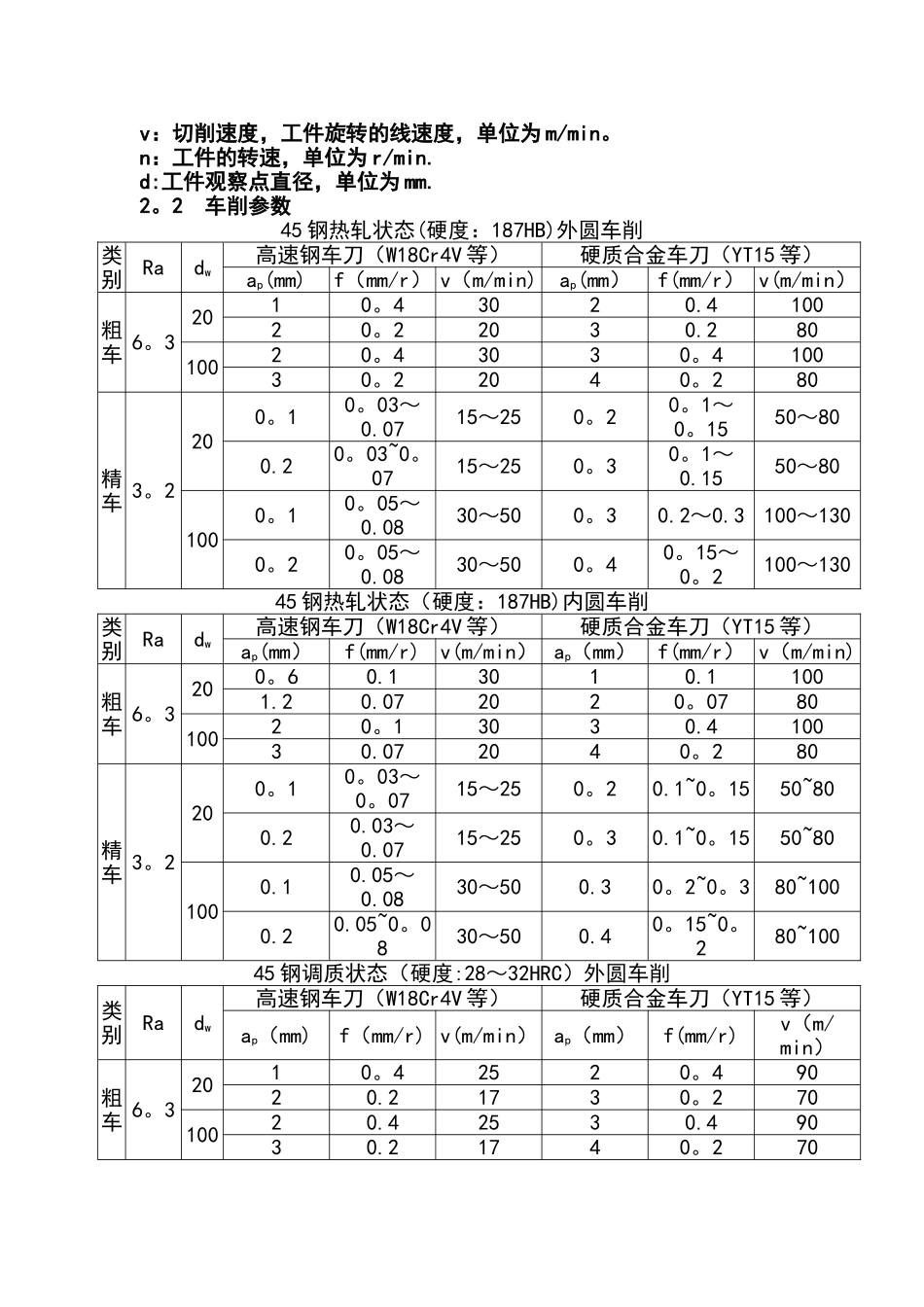
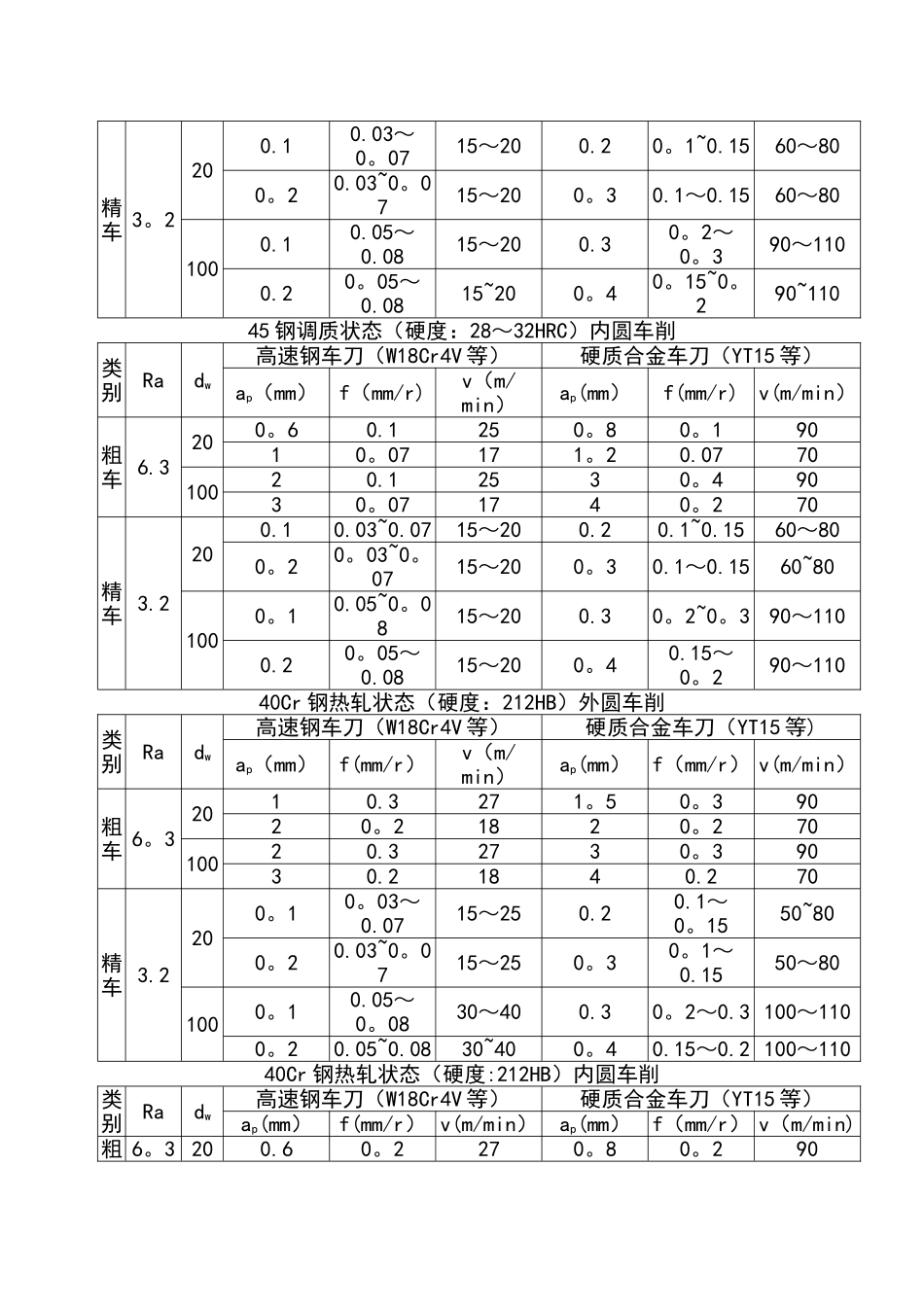
2 车削参数45 钢热轧状态(硬度:187HB)外圆车削类别Radw高速钢车刀(W18Cr4V 等)硬质合金车刀(YT15 等)ap(mm)f(mm/r) v(m/min)ap(mm)f(mm/r) v(m/min)粗车 6
410020
28010020