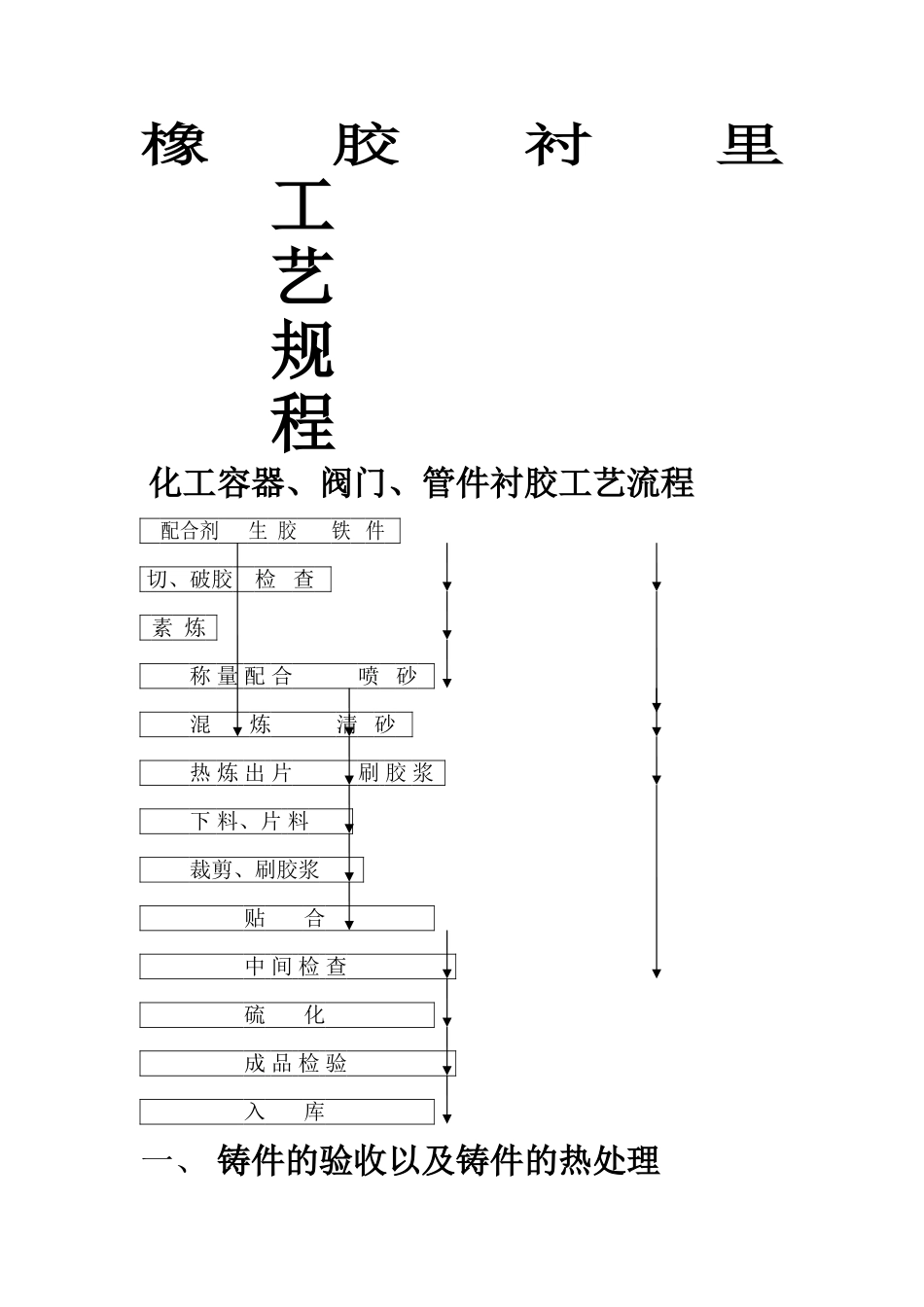
橡胶衬里 工 艺 规 程 化工容器、阀门、管件衬胶工艺流程 配合剂 生 胶 铁 件 切、破胶 检 查 素 炼 称 量 配 合 喷 砂 混 炼 清 砂 热 炼 出 片 刷 胶 浆 下 料、片 料 裁剪、刷胶浆 贴 合 中 间 检 查 硫 化 成 品 检 验 入 库 一、 铸件的验收以及铸件的热处理 1、进厂衬胶的铁件,必须逐一按要求进行检查验收
2、衬胶的铁件(包括铸件)必须符合下列标准: (1)表面应平整,不允许有毛刺或影响衬胶质量的突出点
(2)铸件砂孔、缩孔必须肉眼可见底,并可用胶堵塞(不合要求的可补焊)
(3)两面接合处不得成锐角,最少应为 R3 左右
(4)铁件需衬胶面不得有被酸、碱腐蚀,或有不可清除的污物
(5)焊接件的焊接处不得有明显高低不平和焊接缩孔,以及漏焊现象
3、热处理出缸时放完汽压,待压力表指针回到零点后,即时打开缸门,并及时搬出全部铁件,不得闷缸
4、经热处理后的衬胶铁件,应放置在干燥、清洁的地点,让其冷却
二、喷砂工艺铲除旧胶:喷砂前需将损坏胶层剥离
一般采纳热处理剥离法,即加热需剥离的胶层,使之于钢材基体之间的胶黏层破坏,然后将之铲除
1、石英砂的要求和处理: (1)石英砂的规格为 2#; (2)石英砂在使用前应预先经干燥处理,不得含有水份及杂物; (3)石英砂在使用 2-3 次后,需经过 16 目/寸筛网过筛处理,以除去细粉
2、喷砂操作规程: (1)喷砂人员必须穿戴好防护衣和手套; (2)储气罐压力达 6kg/cm2时,打开罐底部阀门,排除罐内积水及油污,关闭阀门,继续充气至 6—7kg/cm2,; (3)打开喷枪送气阀,先排除喷枪管内积水及油污,后将送砂管插入砂堆中,保持送砂压力在 6kg/cm2以上进行喷砂; (4)喷枪口应与所喷物体距离 50-80mm,其角度小于 30°,从一点开始,逐渐向前移动; (5)操作过程中