热力管道安装通用施工工艺1 适用范围本工艺适用于工业及民用建筑安装工程中的热力管道预制安装工程,但不包括工业工程中的操作温度较高的工艺管道;管道预制焊接工艺和无损检验等参照相应工艺执行
2 施工准备 2
1 材料准备 2
1 管材和配件所有的管材和配件均应严格根据设计文件要求的规格、材质、等级进行选用,并根据相关的标准验收合格,每种材料必须有该材料的材质合格证件
不同的材质应有明显的色标以利于现场施工人员的区分
高温管道使用的合金钢材料必须严格根据合金材料的检验标准进行验收并与其他普通材料分开摆放,色标明显,标识正确
2 施工机具准备 2
1 切割、加工管材、管件等所需要的坡口机、等离子切割机、砂轮机、氧乙炔割炬、焊钳及水平尺、角尺、盒尺、线锤等管道工程常用工具厚壁管道及管件加工使用的车床等
3 作业条件准备 2
1 安装位置热力管网一般架空敷设在建筑物、构筑物或其他管架上,有些也敷设在管沟中,但热力管道与电缆槽架、工艺管道间距应符合设计要求
2 施工环境管线预制区域应搭设组对焊接用的钢平台且保持施工环境的清洁卫生
3 安装现场要保证作业面结构安装工程已结束; 2
4 焊缝的无损检验标准执行设计给出的法律规范或选用的相应标准
4 施工前的技术准备工作 2
1 施工技术人员应认真的核实图纸的材料,并制定详细的管道安装工序和工序的控制点、停点检验点; 2
2 敷设热力管道的管架或管墩已经安装找正结束,基础灌浆已达到强度要求并已办理工序交接手续; 2
3 对施工人员进行技术交底时,应强调技术措施的重点部位,重点控制的施工程序以及技术要求、质量标准、安全措施、工期和成品保护的要求
3 操作工艺 3
1 施工工序管道下料管道预制段组对焊接、支架预制预制段焊缝检验 3
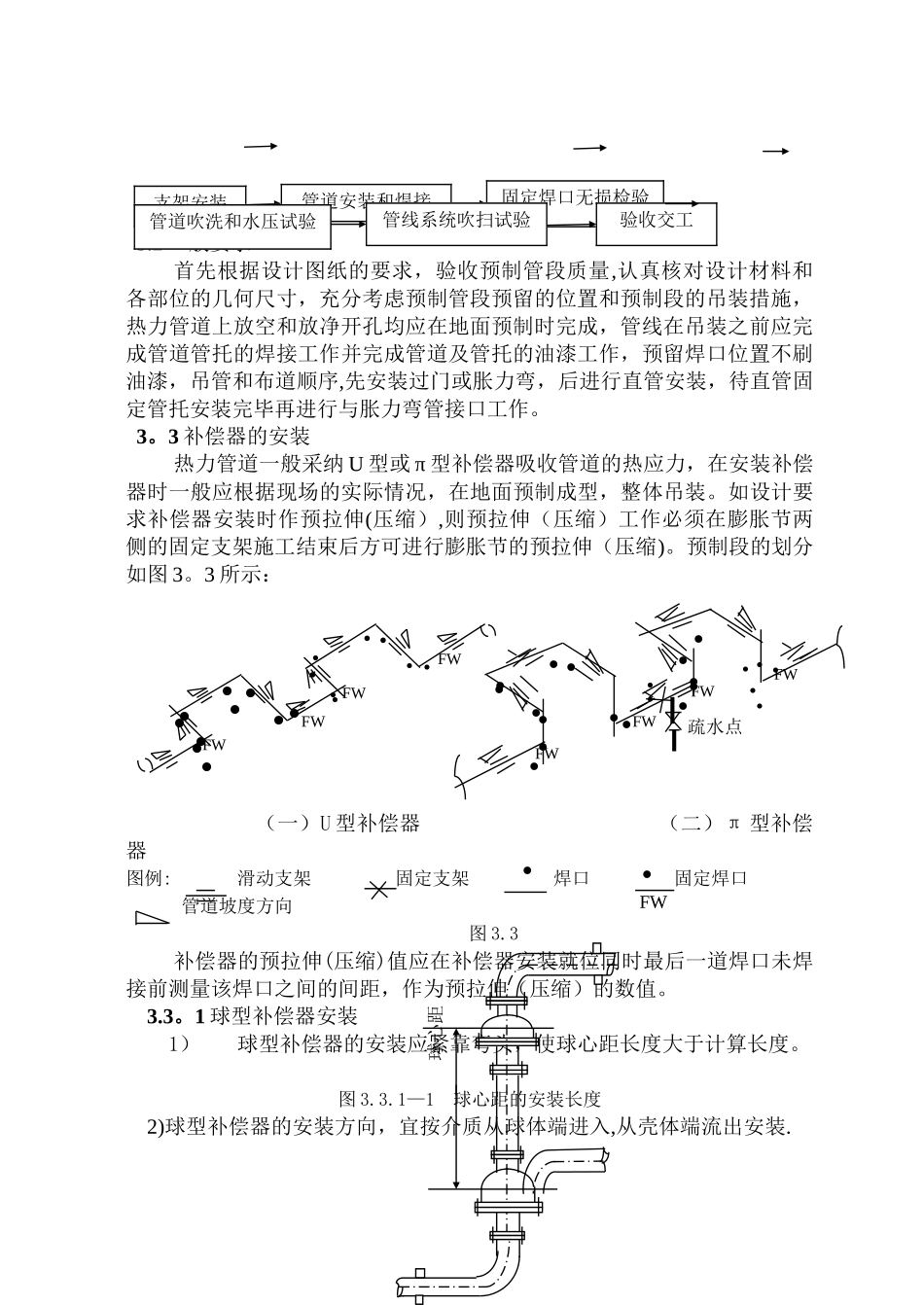
2 一般要求首先根据设计图纸的要求,验收预制管段质量