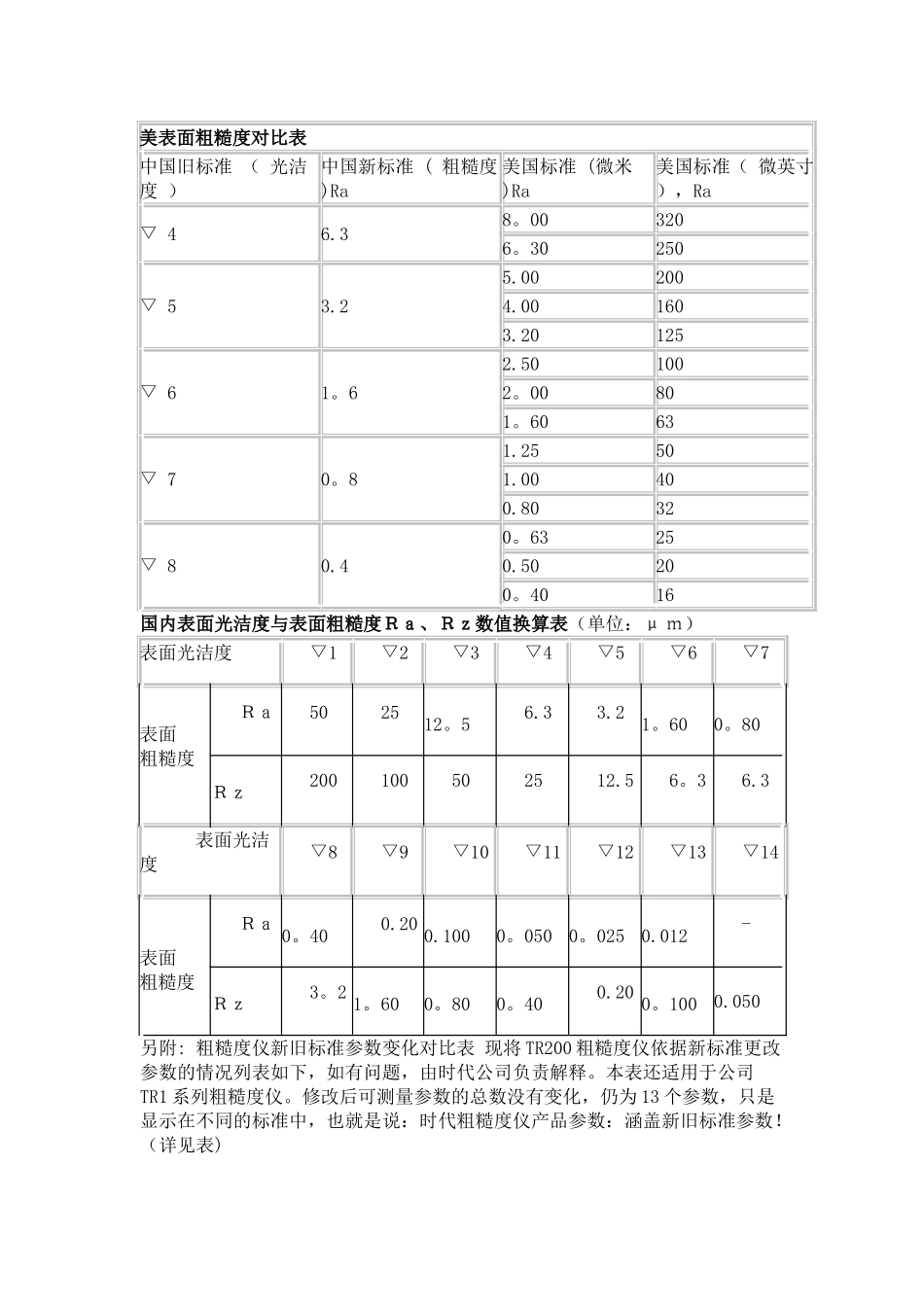
美表面粗糙度对比表 中国旧标准 ( 光洁度 ) 中国新标准 ( 粗糙度 )Ra 美国标准 (微米 )Ra 美国标准( 微英寸 ),Ra ▽ 4 6
00 320 6
30 250 ▽ 5 3
00 200 4
00 160 3
20 125 ▽ 6 1
50 100 2
00 80 1
60 63 ▽ 7 0
25 50 1
00 40 0
80 32 ▽ 8 0
63 25 0
50 20 0
40 16 国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μ m) 表面光洁度 ▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7 表面粗糙度 Ra 50 25 12
80 Rz 200 100 50 25 12
3 表面光洁度 ▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14 表面粗糙度 Ra 0
012 - Rz 3
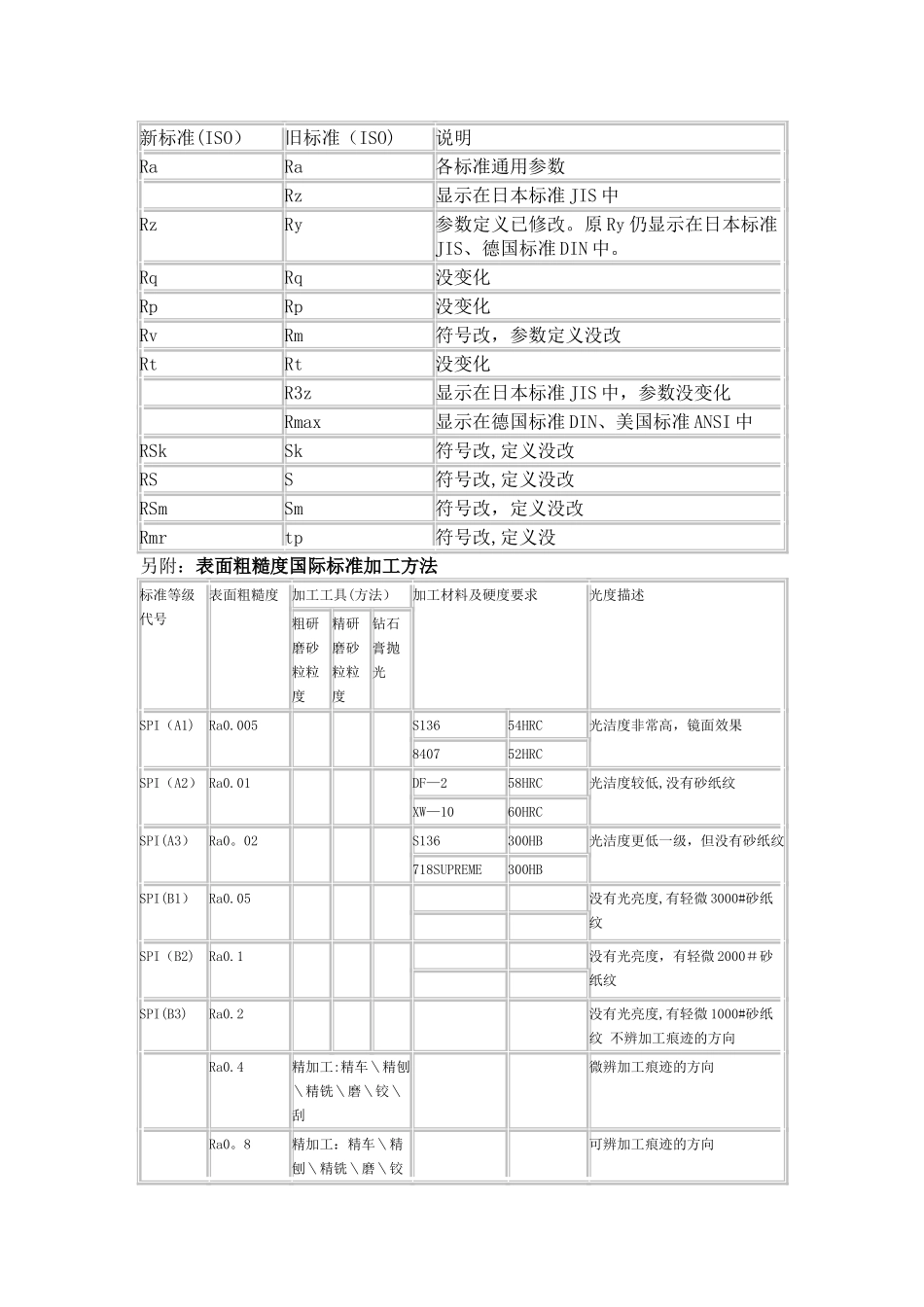
050另附: 粗糙度仪新旧标准参数变化对比表 现将 TR200 粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释
本表还适用于公司TR1 系列粗糙度仪
修改后可测量参数的总数没有变化,仍为 13 个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数
(详见表) 新标准(ISO)旧标准(ISO)说明RaRa各标准通用参数 Rz显示在日本标准 JIS 中RzRy参数定义已修改
原 Ry 仍显示在日本标准JIS、德国标准 DIN 中
RqRq没变化RpRp没变化RvRm符号改,参数定义没改RtRt没变化 R3z显示在日本标准 JIS 中,参数没变化 Rmax显示在德国标准 DIN、美国标准 ANSI 中RSkSk符号改,