钢构件加工工艺§1
H 型钢加工1
加工工艺流程图H 型钢加工流程2
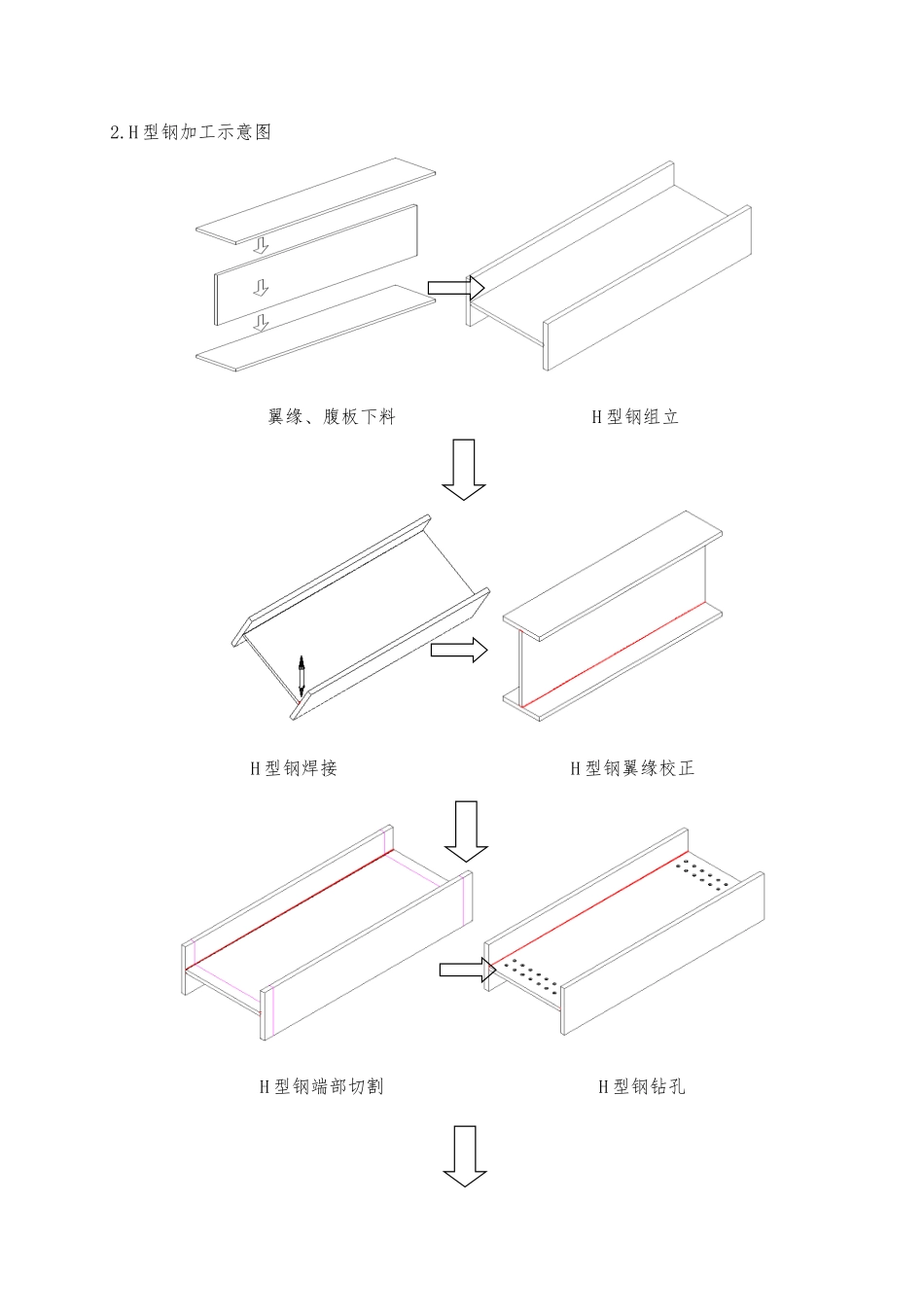
H 型钢加工示意图翼缘、腹板下料 H 型钢组立H 型钢焊接 H 型钢翼缘校正H 型钢端部切割 H 型钢钻孔H 型钢锁口3
H 型钢组立、焊接
1 组立前准备工作(1)核对各待组装零部件的零件号,检验零件规格是否符合图纸与切割标准要求
(2)根据 H 型钢的截面尺寸,与制作人工胎架或采纳 H 型钢流水线
(3)检查零件的外观切割质量,对零件外观质量不符合要求处进行修补或打磨
(4)根据 H 型钢的板厚、坡口要求制备引弧板与引出板,引弧板与引出板的坡口形式应与 H 型钢的坡口形式一样,引弧与引出长度应不小于 60mm
(5)对 H 型钢的腹板存在坡口的位置应采纳半自动火焰切割机进行,并应符合图纸要求
(6)坡口加工完毕后,必须对坡口面与附近 50mm 围进行打磨,清除割渣与氧化皮等杂物,同时,对全熔透和部分熔透坡口,在其过渡处应打磨出过渡段,使其平滑衔接,过渡按 1:2 的比例
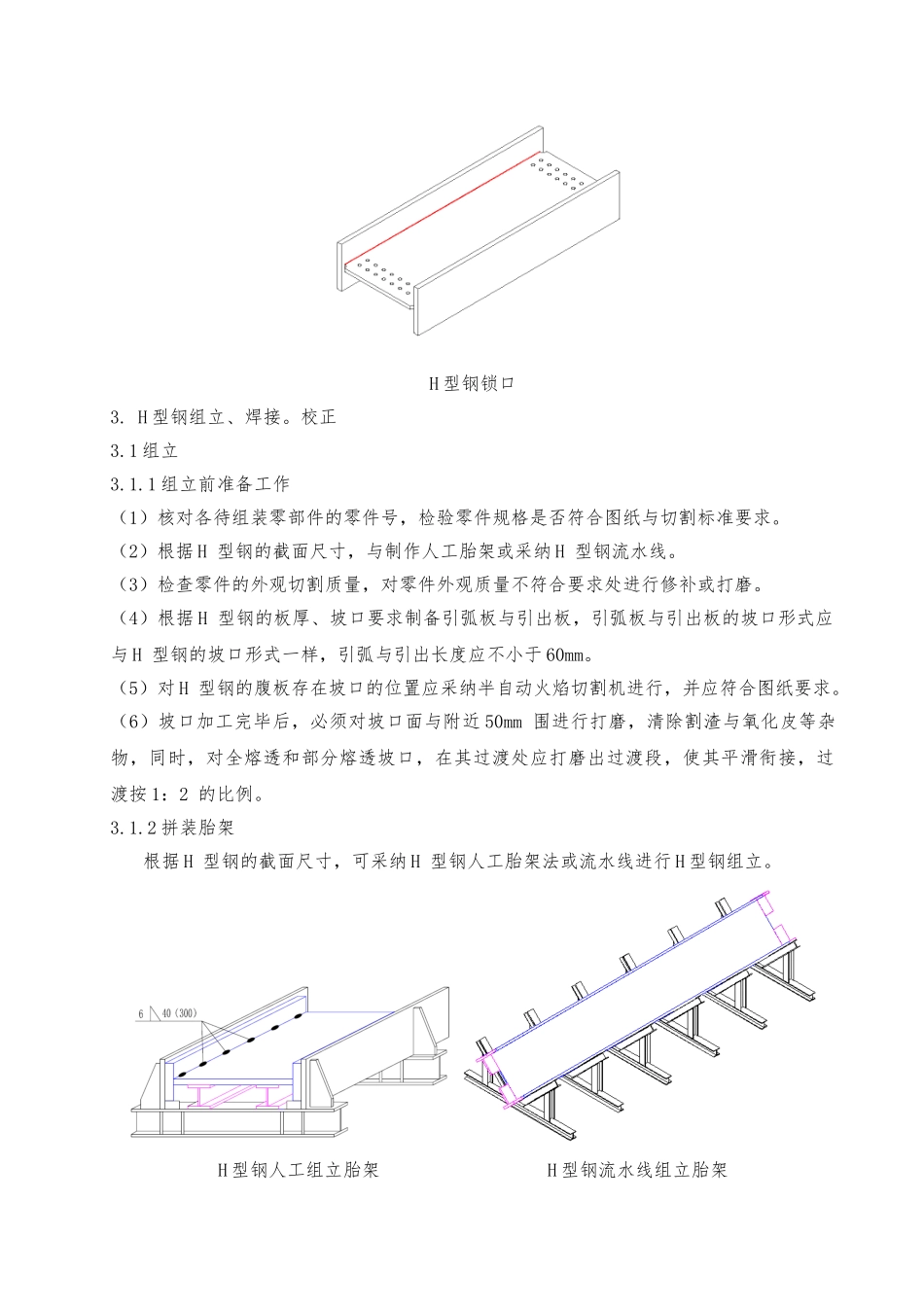
2 拼装胎架根据 H 型钢的截面尺寸,可采纳 H 型钢人工胎架法或流水线进行 H 型钢组立
H 型钢人工组立胎架 H 型钢流水线组立胎架3
2 H 型钢焊接3
1 H 型钢的组立定位焊缝长度 40-60mm,焊道间距为 300-400mm,并应填满弧坑,定位焊焊缝不得有裂纹
定位焊接必须由持相应合格证的焊工施焊
定位点焊示意图如下图所示:H 型钢组立定位点焊分布图3
2 焊接(1)直线段主焊缝埋弧焊采纳门型埋弧焊机或小车式埋弧焊机来进行焊接
(2)施焊前,焊工应检查焊接部位的组装和表面质量,如不符合要求,应修磨补焊合格后方能施焊
(3)焊接作业区环境温度低于 0℃时,应将构件焊接区各方向大于或等于二倍钢板厚度且不小于 100mm 围的母材,加热到 20℃以上后方可施焊,且在焊接过程中均不应低于