多层办公综合楼钢结构施工方案一、钢结构工程简介某高新区**主办公楼钢结构工程共有 25 根劲性混凝土柱,钢结构总重量约 600 吨,高度从-9
6m 至 39
14m,E/(6~11)轴标高11
14m~19
14m 布置有一榀钢桁架,该桁架的 8、9 轴线有劲性混凝土柱升至 27
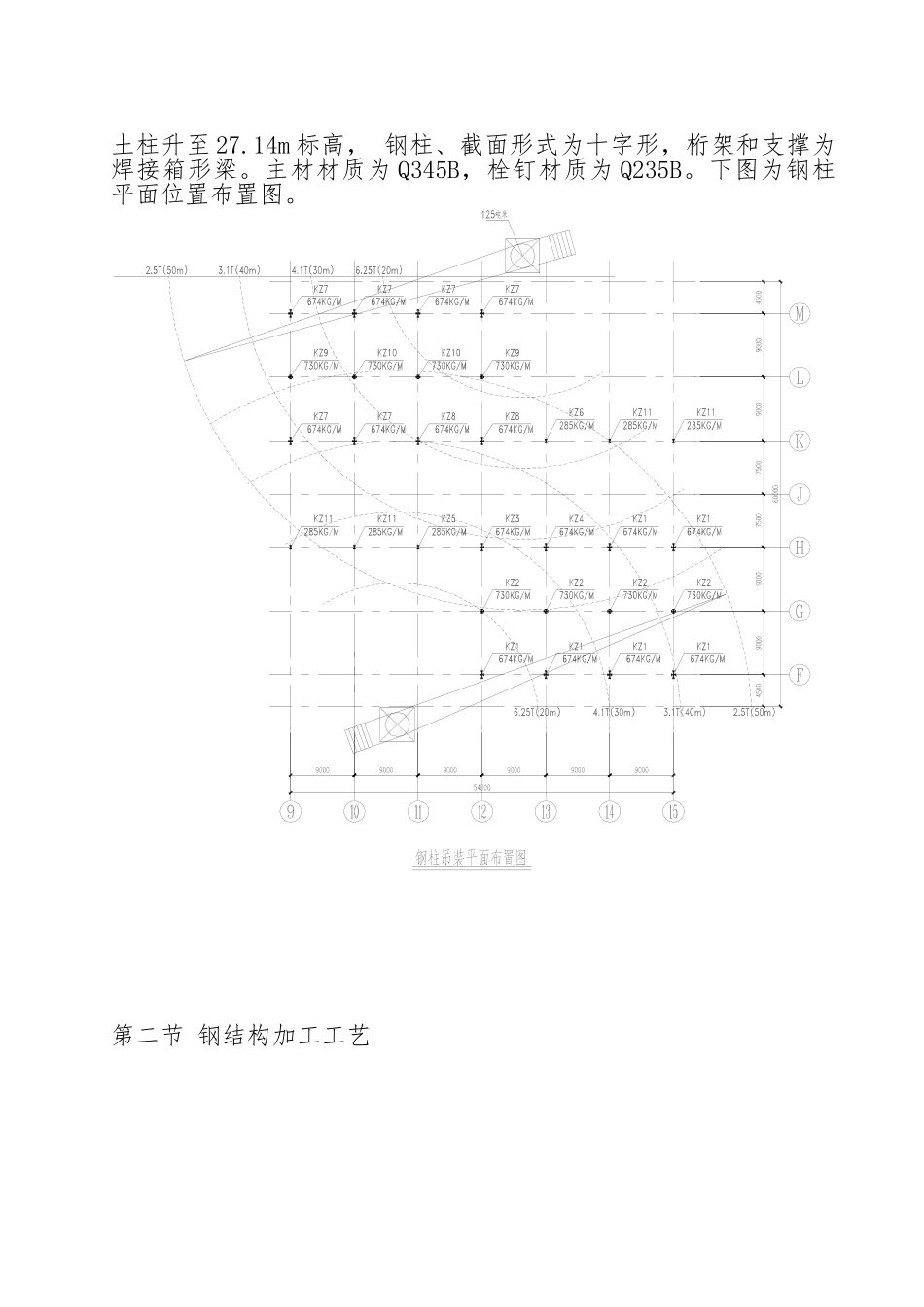
14m 标高, 钢柱、截面形式为十字形,桁架和支撑为焊接箱形梁
主材材质为 Q345B,栓钉材质为 Q235B
下图为钢柱平面位置布置图
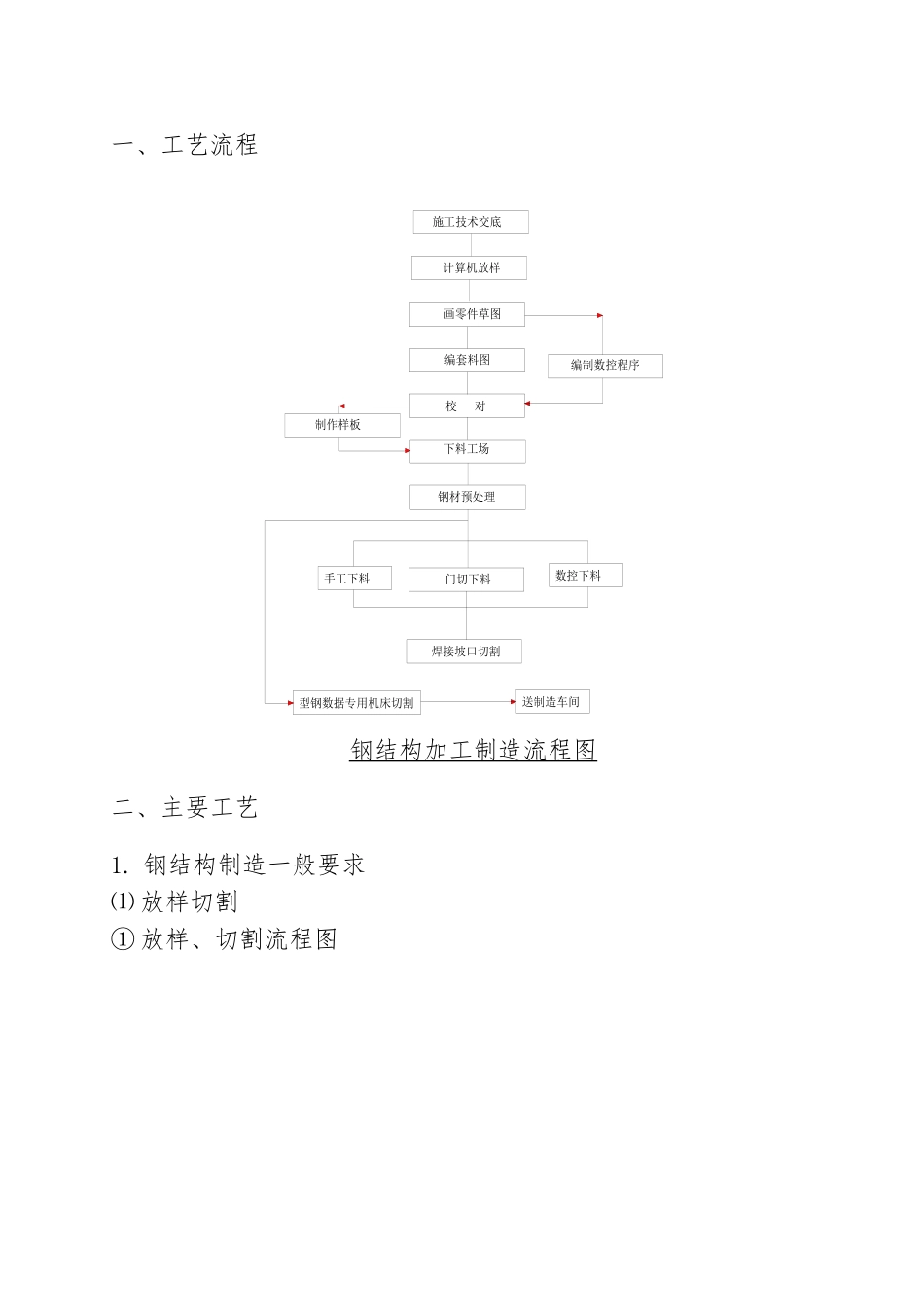
第二节 钢结构加工工艺一、工艺流程施工技术交底计算机放样画零件草图编套料图校 对下料工场钢材预处理门切下料焊接坡口切割制作样板编制数控程序型钢数据专用机床切割送制造车间数控下料手工下料钢结构加工制造流程图二、主要工艺1
钢结构制造一般要求⑴ 放样切割① 放样、切割流程图施工技术交底计算机放样画零件草图编套料图校 对下料工场钢材预处理门切下料焊接坡口切割制作样板编制数控程序型钢数据专用机床切割送制造数控下料手工下料② 放样a、号料前应先确认材质和熟悉工艺要求,然后根据排版图、下料清单、另件草图和电脑实样图进行号料
b、号料装配等使用的钢卷尺必须定期经计量部门校核,合格后才能使用
c、号料的母材须平直无损伤与其它缺陷,否则应先矫正或剔除
d、划线精度:项 目允许偏差(mm)基准线、孔距位置≤0、5另件外形尺寸≤1、0e、划线后应标明基准线、中心线和检验控制点,作记号时不得使用凿子一类工具
少量的样冲标记其深度应不大于 0、5mm,钢板上不应留下任何永久性的划线痕迹
f、号料后按质保体系文件规定做好材质标记移植工作
③ 切割和铣削、刨削a、切割前应清除母材表面的油污、铁锈和潮气,切割后气割表面应光滑无裂纹,熔渣和飞溅物应除去
b、气割的精度要求:项 目允许偏差(mm)零件的宽度和长度±1、0切割面不垂直度0、05t 且≤2、0割纹深度0、2局部缺口深度1、0c、切