第二单元:多种少量订货式生产管理——《产能与负荷分析》参考资料主办:晓亮企业管理咨询工作容周 程非周程加工 取放宽 放 异 常 绩 效1
机器故障 2
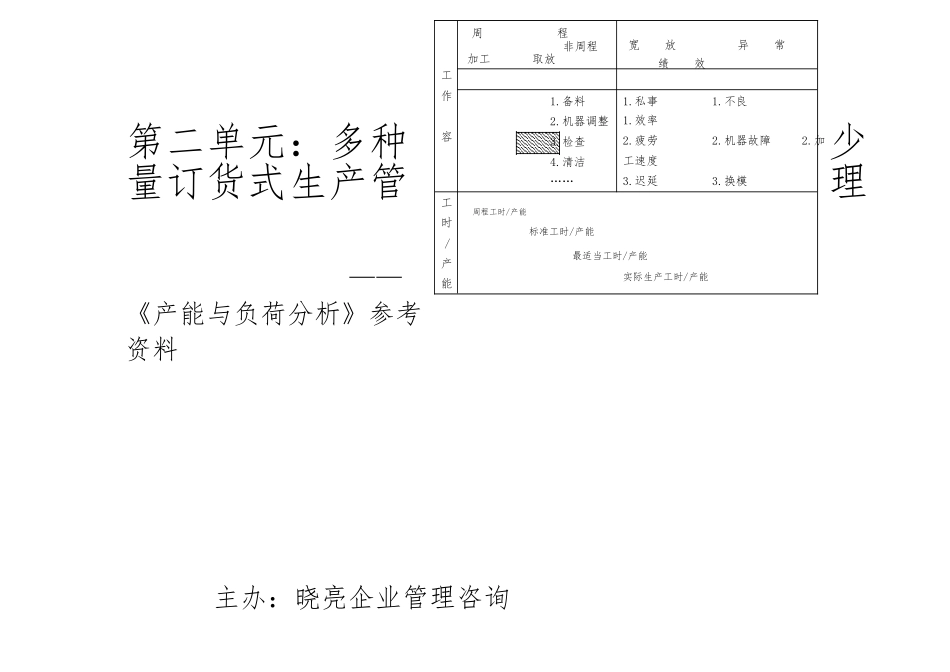
换模 …工时/产能周程工时/产能标准工时/产能最适当工时/产能实际生产工时/产能图表 2-12 作业/工时/产能分析图际产能都可以用在排程上,依企业生产管理方式不同而作不同的选种种抱怨现象,生产企业多多少少都有,只是严重程度不同而已,但是,有些企业却通过行动而化解,有些企业仍然消极地抱怨
事实上,积极的对策是:利用产能负荷分析资料,事前化解产销不平衡造成的问题
本节将提供有关产能分析、负荷计划订定与产能负荷管理方式与实施检讨
1、产能的含义与用途所谓产能,是指一个生产企业,一个工厂,一条生产线,一个生产部门或工作站,某一设备或某人,在一定时间之生产能量
如图表 2-6 所示,产能随作业容不同而异,有下列几种解释:⑴ 机器周程产能(Machine Cycle Capacity):纯机器加工作业,不含取放作业之生产能力,此为机器 100%之产能
⑵ 地-地产能(Floor-FloorCapacity):此为周程作业(含机器加工与取放工作之周程性作业)之机器生产能力,为一理想值,但不含非周程性作业,如治夹具、调整、换刀、检验、备料等,故不可能达到
⑶ 标准工时产能(Std Time Capacity):此为周程作业与非周程作业不含宽放(私事、疲劳、迟延)之生产能力,不含不良率与换模/治具此产能亦不易达到
⑷ 最适当产能(Optimum Capacity):此为标准工时加上不良率,换模/治具与机器故障等因素,是最可能达到的生产能力
⑸ 实际产能(Yield):制造单位实际之产出情形
从图表 2-12 可知,在实际工厂,标准产能、最适当