文件名称 Name:C02 焊接作业指导书 C02weldingoperationinstruction文件编号 Documentcode:版本 Version:页码/page1of5发放部门distributeto总经理办公室 GM 管理者代表 QR 市场部 Marketing 人力资源部 HR 行政部 executiveoffice技术 technical 质量 Quality 采购 purchasing 财务 financial 生产部 manufacturing文件修订履历 updatinginformation版次 version修订内容及条款号 updatingcontent修订人 editor修订日期 dateAOnew2017
13编制 authorized审核 checked批准 approved发布部门 issuer签名 signature日期 date工作流程 procedureWINGAIM文件编号Documentcode版本Version文件名称 designationC02 焊接作业指导书CO2weldingoperationinstruction页码 page2of51 范围本规范规定了 CO2 气焊接前准备、人员、工艺要求、工艺过程及检验
本规范适用于各类金属产品焊接
本指导书适用于碳素钢,普通低合金钢、低合金高强度钢的C02 气体保护焊,焊接加工
2 规范性引用文件GB1062-2006 液体二氧化碳3 术语和定义下列术语和定义适用于本规范
1焊接材料:
1C02 焊丝选择原则:a、按等强度原则选用b、焊丝中脱氧元素(Mn、Si 等)含量应略高于其它焊接用焊丝;c、焊丝中含碳量略低于其它焊接用焊丝4 焊接前准备4
1 焊接材料4
1焊丝所选用的焊丝必须是经过有关质检部门认可的专用焊丝牌号
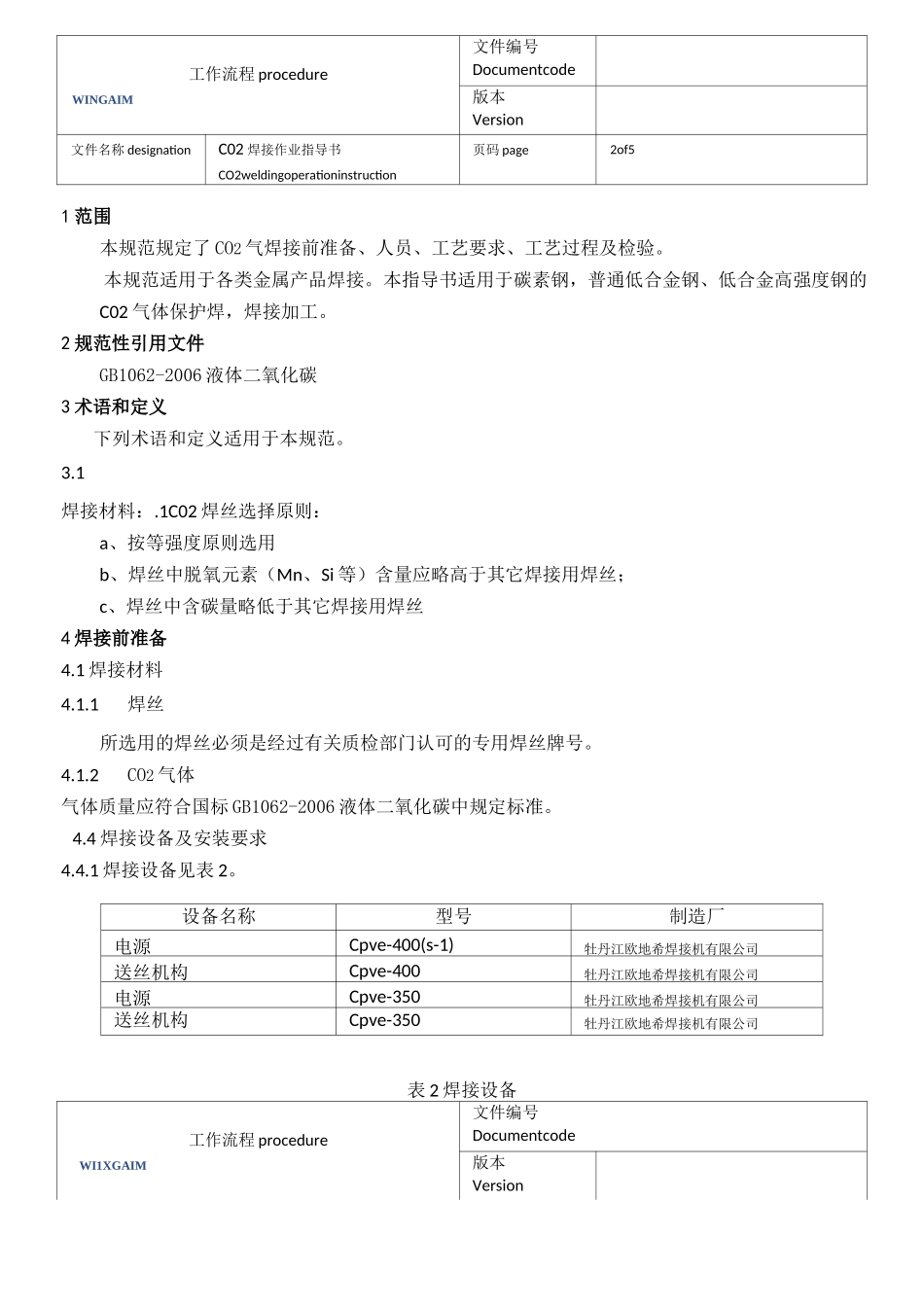
2CO2 气体气体质量应符合国