20--发重庆市国祥工贸有限公司GX/JZ-CO 气体保护焊接基础要求2编制:审核:批准:受控状态发放编号20--实施重庆市国祥工贸有限公司重庆市国祥工贸有限公司1
目的:提高焊接工人的技术认知,规范焊接操作,避免焊接缺陷,提高焊接质量,为焊接工艺流程卡做准备
范围:适用公司内所有气体保护焊工段
内容:气体保护焊的工艺参数包括:焊丝直径,焊接电流,电弧电压,焊接速度,焊伸长度,气体流量,电源极性
我们稍微一个不留神就会对焊缝造成缺陷,即费时又费力,关键是影响你自己的收益
焊接时眼要准,手要稳,心要平,这是基本条件
电流:焊接电流的选择主要跟焊丝直径,焊件厚度,熔深要求,破口形式,熔滴过度形式有关
电源外特性不变的情况下,改变送丝速度电弧电压基本不变,焊接电流改变
电流决定送丝速度
电流对熔深起决定性影响,电流越大熔深越深
每种焊丝直径都有着合适的电流范围
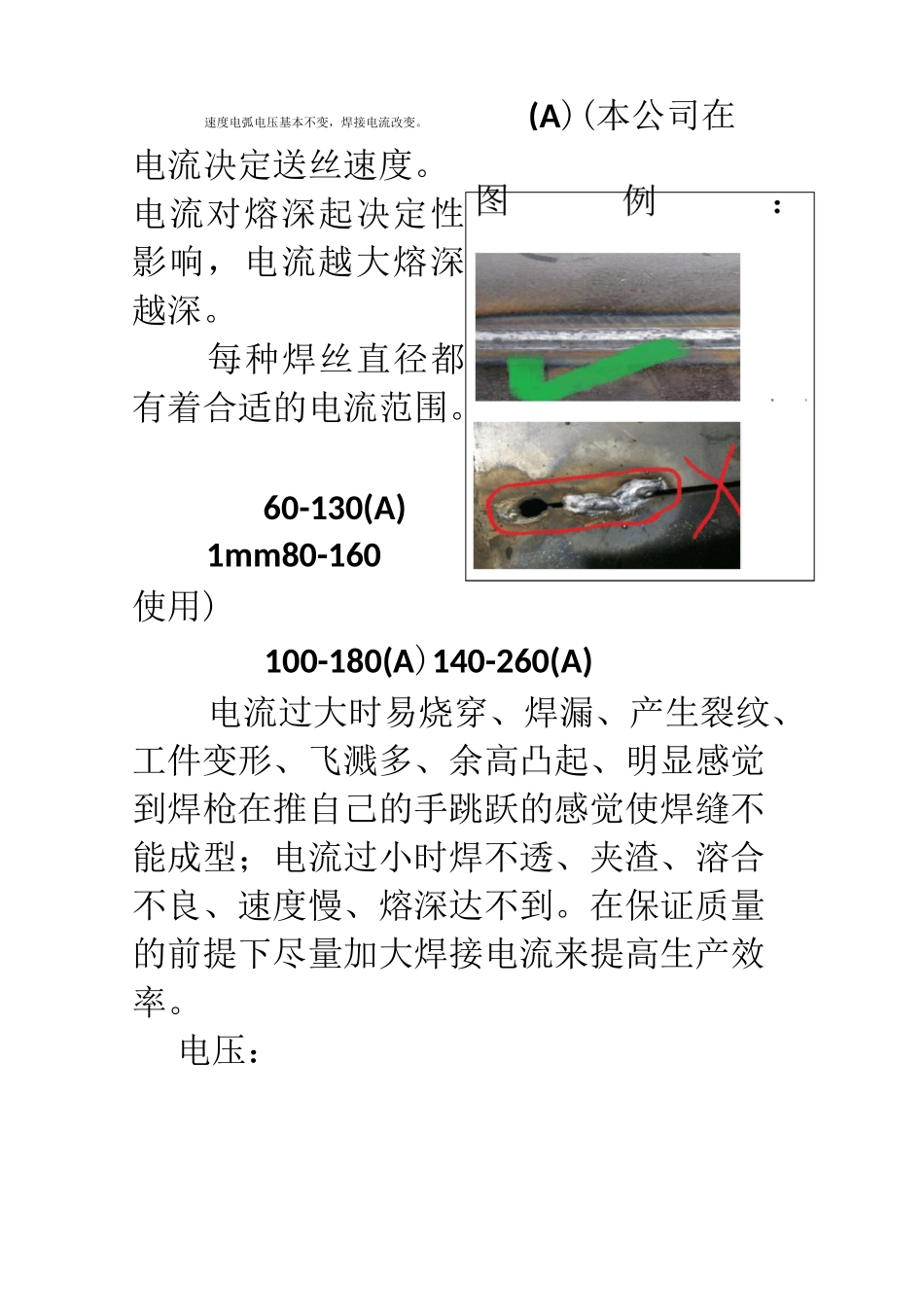
60-130(A)1mm80-160使用)100-180(A)140-260(A)电流过大时易烧穿、焊漏、产生裂纹、工件变形、飞溅多、余高凸起、明显感觉到焊枪在推自己的手跳跃的感觉使焊缝不能成型;电流过小时焊不透、夹渣、溶合不良、速度慢、熔深达不到
在保证质量的前提下尽量加大焊接电流来提高生产效率
电压:(A)(本公司在电弧电压影响熔滴过度,飞溅,短路频率,燃烧时间,熔宽,电流一定电压于熔宽成正比
电压太小焊丝伸入熔池,影响电弧和焊缝易产生气孔;电压过大时会使熔宽增大伤害损害焊缝强度
电弧电压要和焊接电流相匹配,合适才可以
电压大时电流也要跟着上调到相应数值,反之电弧电压小焊接电流也要小
电弧电压和焊接电流的计算公式为:焊接电流 200以下时 U=+16±2焊接电流 200以上时 U=+20±2焊伸长度:焊伸长度=焊丝直径的 10-12 倍焊伸长度是导电嘴到焊伸末端
焊伸长度影响焊接的持续性和稳定性焊伸长度在适度的