无铅手工焊接工艺分析摘要:目前电子产品生产已经基本实现无铅化,手工焊接是最基础的焊接方法,而电烙铁是手工无铅焊接的主要工具
从无铅与有铅焊料工艺窗口的比较、手工焊接工具的选择、电烙铁的操作方法、手工焊接温度曲线及其热能量传导方面对手工焊接工艺进行分析,探讨如何提高手工焊接的工艺水平
1 有铅与无铅焊料工艺窗口比较无铅焊料种类繁多,不同国家有不同的指定材料,SAC305 是我国常用的无铅焊料,即 Sn-3
5Cu(Sn-Ag-Cu 系)
焊料对整个工艺的可操作性、可靠性等方面起着决定性的作用,无铅焊料与有铅焊料Sn63Pb37 相比有不同特性
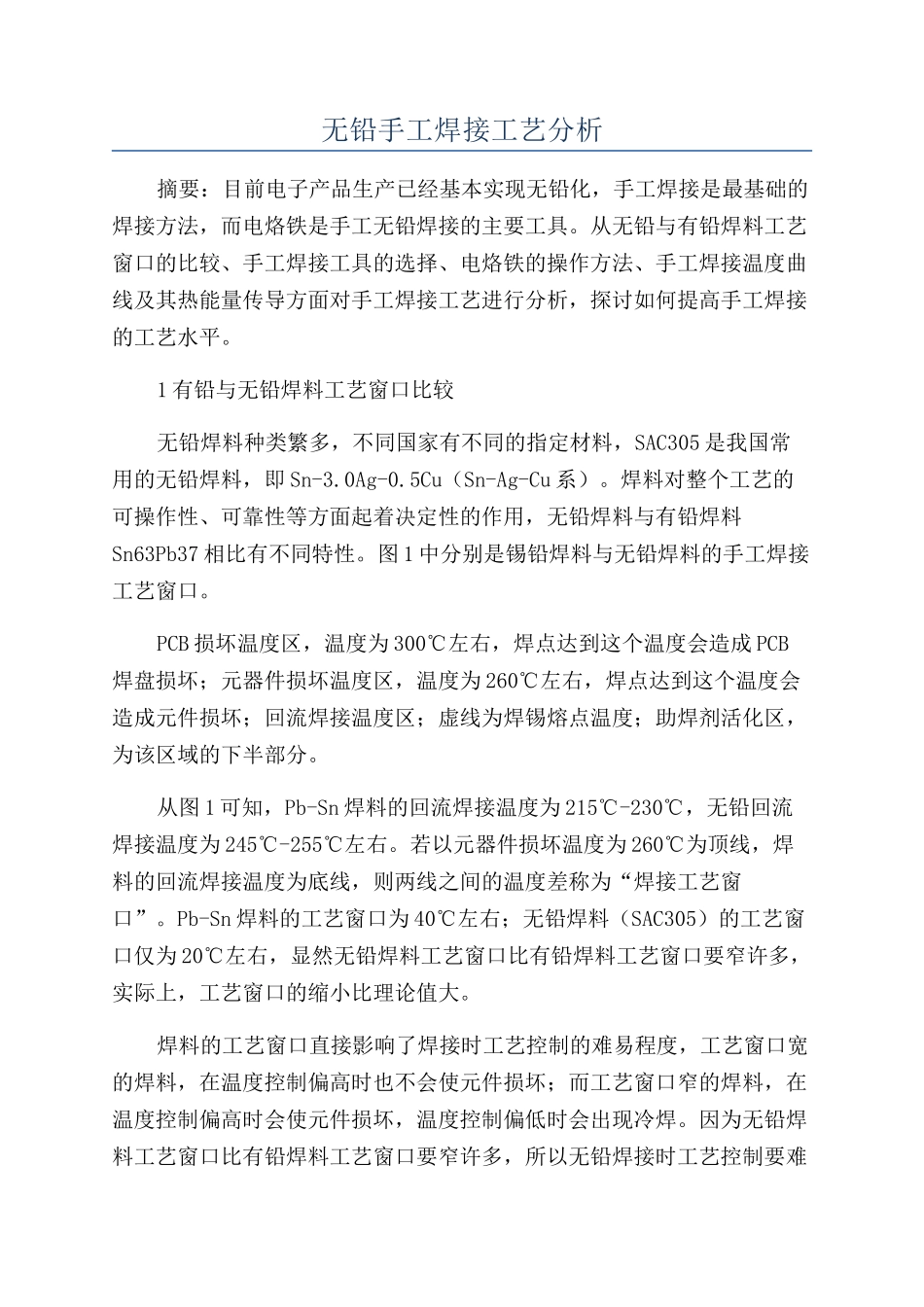
图 1 中分别是锡铅焊料与无铅焊料的手工焊接工艺窗口
PCB 损坏温度区,温度为 300℃左右,焊点达到这个温度会造成 PCB焊盘损坏;元器件损坏温度区,温度为 260℃左右,焊点达到这个温度会造成元件损坏;回流焊接温度区;虚线为焊锡熔点温度;助焊剂活化区,为该区域的下半部分
从图 1 可知,Pb-Sn 焊料的回流焊接温度为 215℃-230℃,无铅回流焊接温度为 245℃-255℃左右
若以元器件损坏温度为 260℃为顶线,焊料的回流焊接温度为底线,则两线之间的温度差称为“焊接工艺窗口”
Pb-Sn 焊料的工艺窗口为 40℃左右;无铅焊料(SAC305)的工艺窗口仅为 20℃左右,显然无铅焊料工艺窗口比有铅焊料工艺窗口要窄许多,实际上,工艺窗口的缩小比理论值大
焊料的工艺窗口直接影响了焊接时工艺控制的难易程度,工艺窗口宽的焊料,在温度控制偏高时也不会使元件损坏;而工艺窗口窄的焊料,在温度控制偏高时会使元件损坏,温度控制偏低时会出现冷焊
因为无铅焊料工艺窗口比有铅焊料工艺窗口要窄许多,所以无铅焊接时工艺控制要难很多,无铅焊接过程中容易造成元件及 PCB 焊盘的损伤
此外,无铅焊料的表面张力大、流动性差,焊料的润湿性比有铅焊料