三类压力容器焊缝裂纹修补方案三类压力容器焊缝裂纹修补方案一、编制依据1
TSG-R0004-2009《压力容器安全技术监察规程》2
GB150T998《钢制压力容器》3
JB/T4709-2000《钢制压力容器焊接规程》4
JB/T4730-2005 压力容器无损检测二、主题内容与适用范围2
1 工程项目简介本方案提出了检修过程的详细质量标准、相关技术及安全注意事项
聚合釜是聚丙烯生产的主要设备,其设计压力 4
0MPa、转速 55r/min、轴直径为 150mm
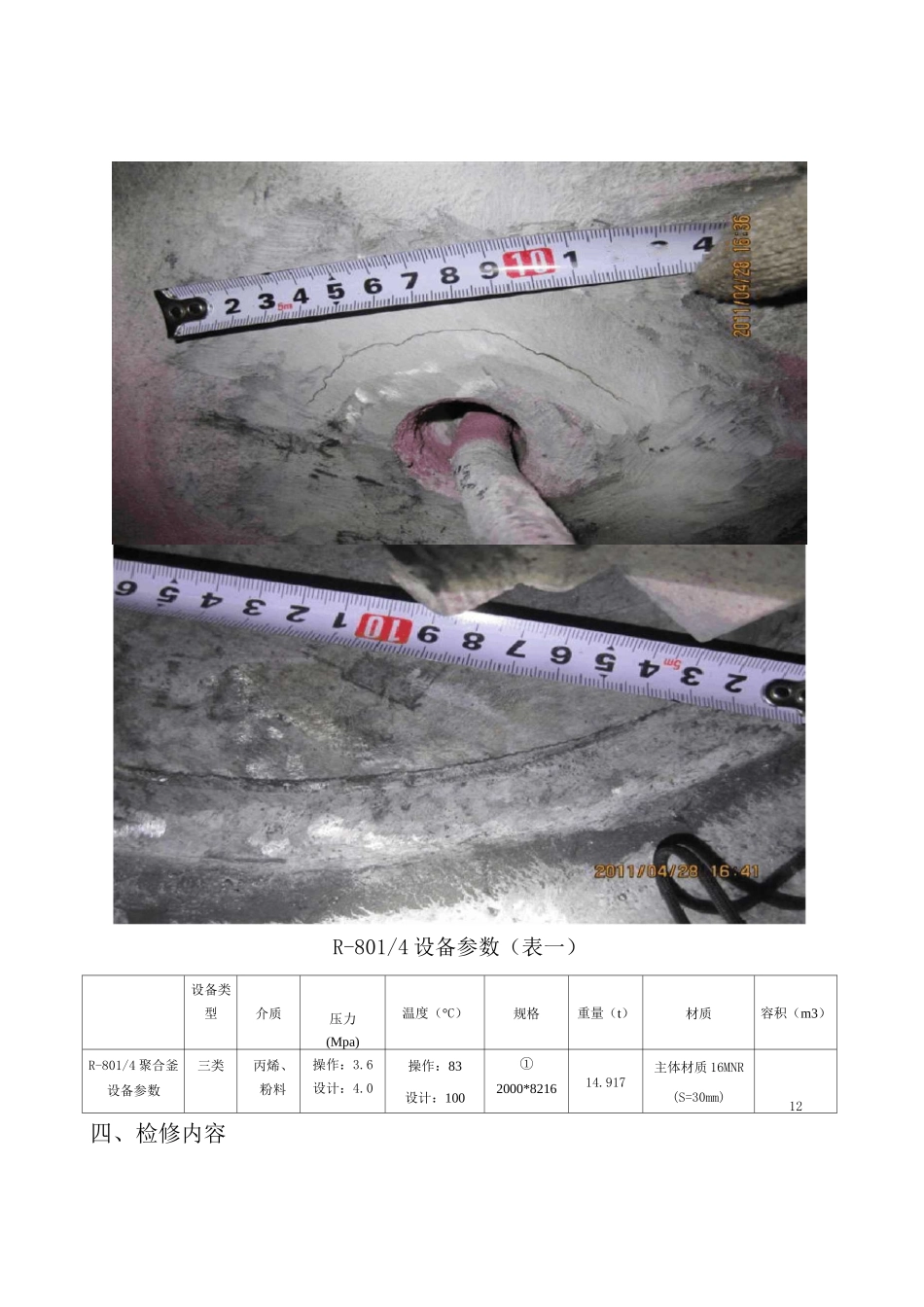
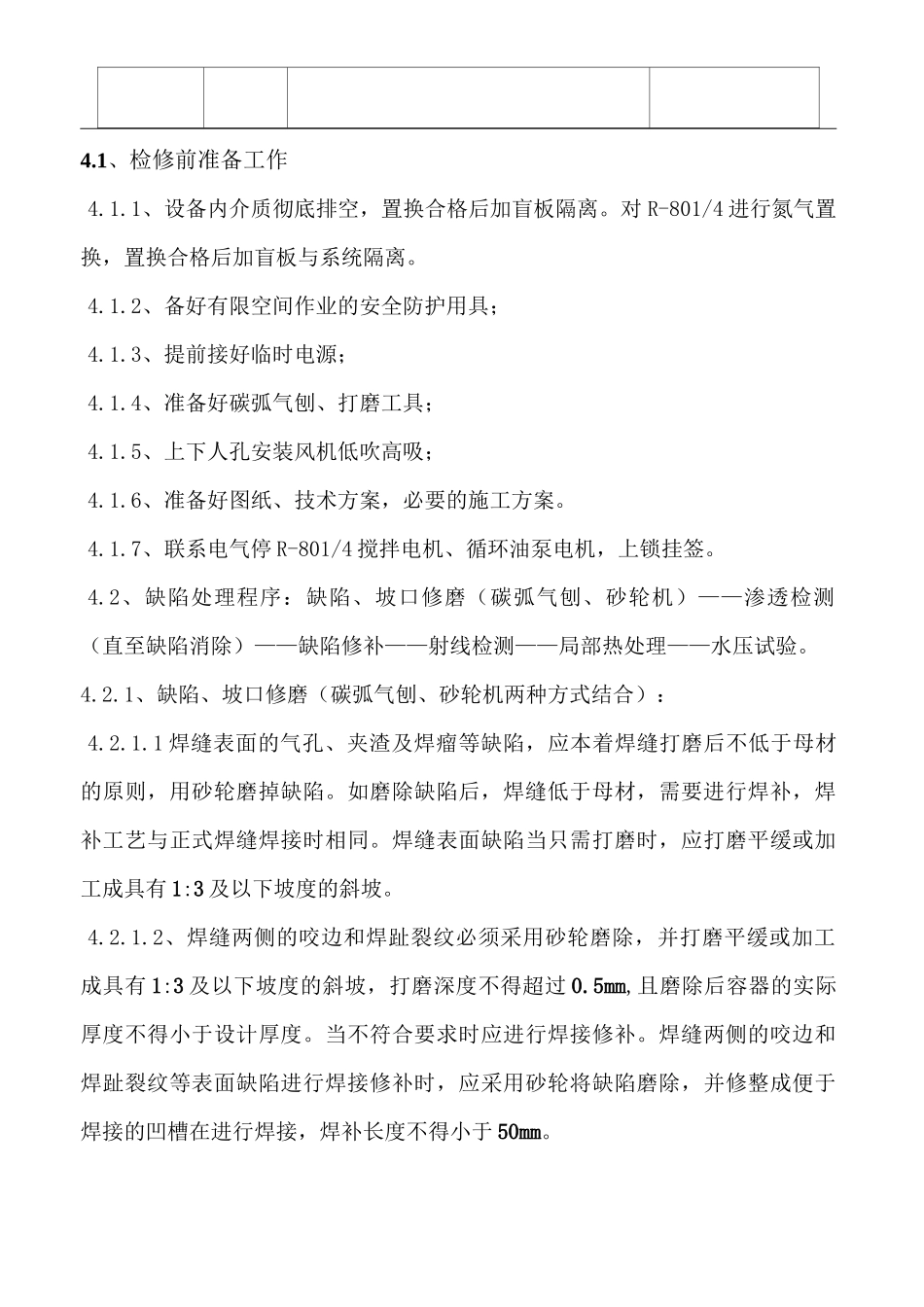
三、设备修前运行状况与检修原因由于聚合釜 R-801/4 在生产运行过程釜体与夹套之间有内漏现象,经兰石所做磁粉探伤发现底部喷料口法兰与釜体及夹套焊缝西侧有约 165mm 裂纹,中部热偶焊缝处约有 80mm 裂纹
制定了聚合釜 R-801/4 缺陷处理方案,消除该设备隐患
见图:2 夸R-801/4 设备参数(表一)设备类型介质压力(Mpa)温度(°C)规格重量(t)材质容积(m3)R-801/4 聚合釜设备参数三类丙烯、粉料操作:3
0操作:83设计:100①2000*821614
917主体材质 16MNR(S=30mm)12四、检修内容4
1、检修前准备工作4
1、设备内介质彻底排空,置换合格后加盲板隔离
对 R-801/4 进行氮气置换,置换合格后加盲板与系统隔离
2、备好有限空间作业的安全防护用具;4
3、提前接好临时电源;4
4、准备好碳弧气刨、打磨工具;4
5、上下人孔安装风机低吹高吸;4
6、准备好图纸、技术方案,必要的施工方案
7、联系电气停 R-801/4 搅拌电机、循环油泵电机,上锁挂签
2、缺陷处理程序:缺陷、坡口修磨(碳弧气刨、砂轮机)——渗透检测(直至缺陷消除)——缺陷修补——射线检测——局部热处理——水压试验