型砂得组成与性能组成:原砂、粘结剂、附加物、水性能:强度、耐火性、透气性、退让性、回用性附加物起 透气性 退让性 得作用2
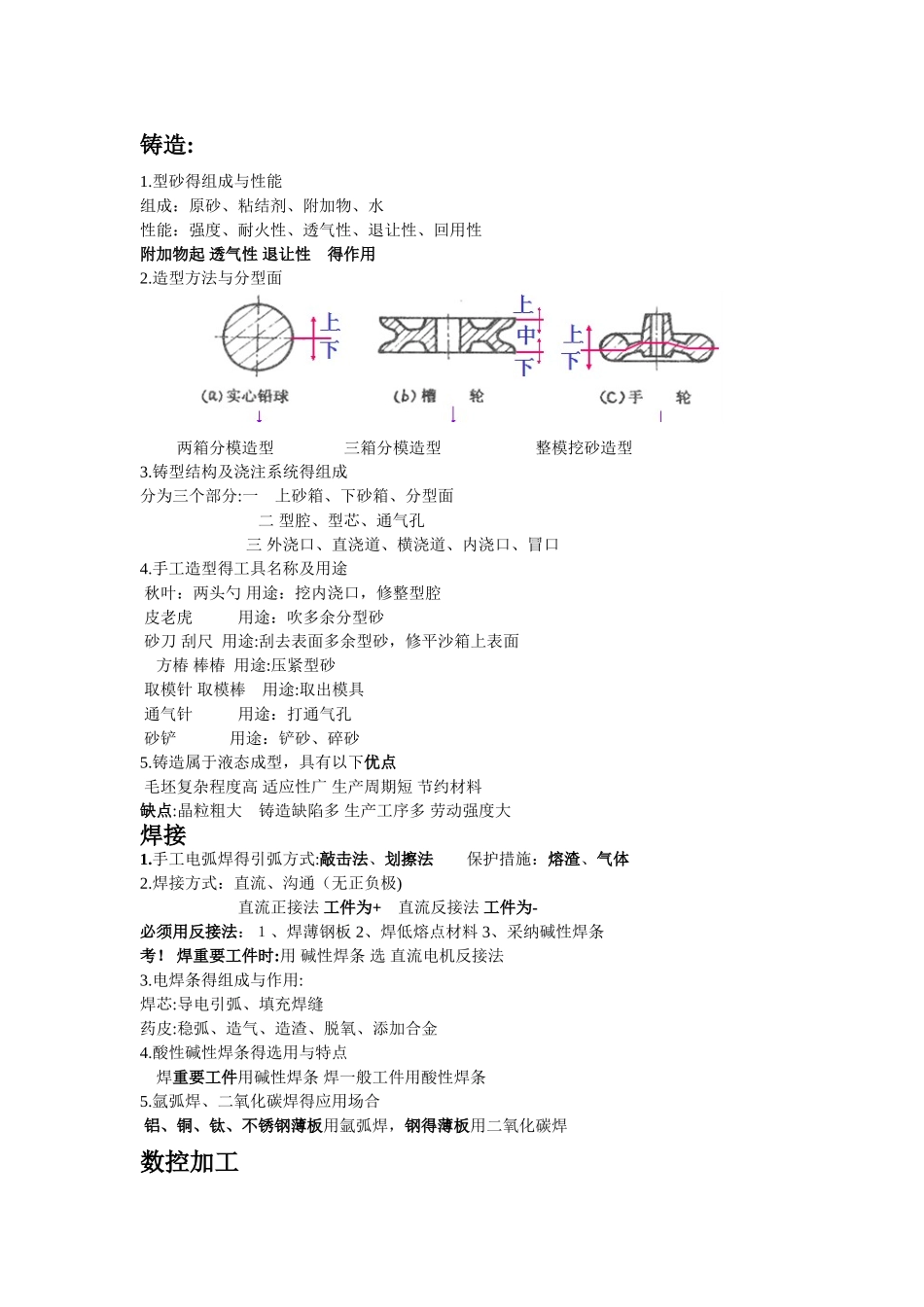
造型方法与分型面 两箱分模造型 三箱分模造型 整模挖砂造型3
铸型结构及浇注系统得组成分为三个部分:一 上砂箱、下砂箱、分型面 二 型腔、型芯、通气孔 三 外浇口、直浇道、横浇道、内浇口、冒口4
手工造型得工具名称及用途 秋叶:两头勺 用途:挖内浇口,修整型腔 皮老虎 用途:吹多余分型砂 砂刀 刮尺 用途:刮去表面多余型砂,修平沙箱上表面 方椿 棒椿 用途:压紧型砂 取模针 取模棒 用途:取出模具 通气针 用途:打通气孔 砂铲 用途:铲砂、碎砂5
铸造属于液态成型,具有以下优点 毛坯复杂程度高 适应性广 生产周期短 节约材料缺点:晶粒粗大 铸造缺陷多 生产工序多 劳动强度大焊接 1
手工电弧焊得引弧方式:敲击法、划擦法 保护措施:熔渣、气体2
焊接方式:直流、沟通(无正负极) 直流正接法 工件为+ 直流反接法 工件为-必须用反接法:1、焊薄钢板 2、焊低熔点材料 3、采纳碱性焊条考
焊重要工件时:用 碱性焊条 选 直流电机反接法3
电焊条得组成与作用:焊芯:导电引弧、填充焊缝药皮:稳弧、造气、造渣、脱氧、添加合金4
酸性碱性焊条得选用与特点 焊重要工件用碱性焊条 焊一般工件用酸性焊条5
氩弧焊、二氧化碳焊得应用场合 铝、铜、钛、不锈钢薄板用氩弧焊,钢得薄板用二氧化碳焊数控加工数控就是一种利用数字信息控制机床得设备1
数控加工机床组成:控制介质、数控装置、伺服机构、机床本体2、数控机床得分类:按控制系统功能特点分类 点位、直线、轮廓按伺服控制方式分类 开环、闭环、半闭环考
中心得数控机床/铣床属于轮廓控制3、数控加工得特点(多选题 5 个答案,瞧清就是否都有)加工精度高、质量稳定;加工生产效率高;减轻劳动强度,改善劳动条件;加工适应性强、灵活